



Die Aufgabe: großes Gehäuse, enge Ausrichtung
Bei großen Motorgehäusen bleibt wenig Raum für Schätzungen. Montagebohrungen, Lagersitze und andere kritische Merkmale müssen die geforderte Mittellinienbeziehung einhalten. Ist die Koaxialität nicht korrekt, kann das später zu Vibrationen, vorzeitigem Lagerverschleiß, Montageproblemen und geringerer Betriebseffizienz führen.
Deshalb ist die Koaxialitätsprüfung ein wichtiger Qualitätscheck. Bei einem großen Gehäuse ist jedoch nicht nur die Toleranz entscheidend, sondern auch die Art der Messung.
Warum eine KMG-Prüfung nicht immer praktikabel ist
Für kleine Motorgehäuse kann eine Koordinatenmessmaschine eine passende Lösung sein. Bei großen Gehäusen wird der Ablauf schnell aufwendig. Das Bauteil muss auf ein ausreichend großes KMG passen, der Messraum muss die geforderte Genauigkeit unterstützen, und oft muss das Gehäuse vor Messbeginn erst in einer stabilen Umgebung akklimatisieren.
Das bedeutet schwere Handhabung, Wartezeit sowie wiederholtes Be- und Entladen. Wenn das Bauteil selbst schwer zu bewegen ist, ist es meist sinnvoller, das Messsystem zum Bauteil zu bringen.

Der API Laser-Tracker-Ansatz
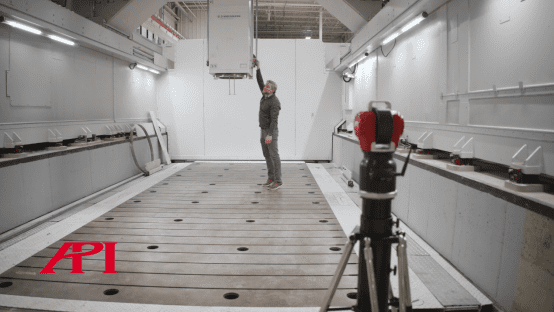
Der API Radian Pro Laser Tracker bietet Messteams eine mobile Möglichkeit, große Präzisionsbauteile direkt in der Fertigung zu prüfen. Statt das Motorgehäuse zu einer stationären Messmaschine zu transportieren, wird der Tracker so um das Gehäuse positioniert, dass die relevanten Merkmale erreichbar sind.
Der Bediener verwendet eine Präzisions-Zielkugel mit integriertem Prisma. Der Tracker erfasst die Zielkugel, verfolgt sie im Messvolumen und überträgt hochgenaue Punktdaten an die Prüfsoftware. Daraus lassen sich Zylinder, Achsen, Ebenen und weitere Geometrien erzeugen und mit den Sollwerten vergleichen.

Der Fall: 0,18 mm Koaxialitätstoleranz
In dieser Anwendung nutzten API Messingenieure einen Radian Pro Laser Tracker, um die Koaxialität eines großen Motorgehäuses mit einer geforderten Toleranz von 0,18 mm zu prüfen.
Der Radian Pro passte gut zu dieser Aufgabe, weil er große Reichweite und Mobilität mit hoher Messgenauigkeit verbindet. Die integrierten IFM- und ADM-Lasersysteme unterstützen rückführbare Messungen, während der Tracker-Ablauf auch bei einem schwer zu bewegenden Großbauteil praktikabel bleibt.

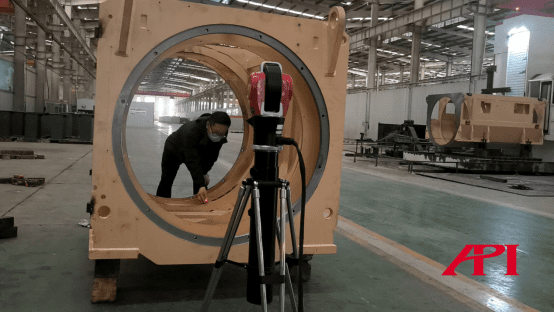
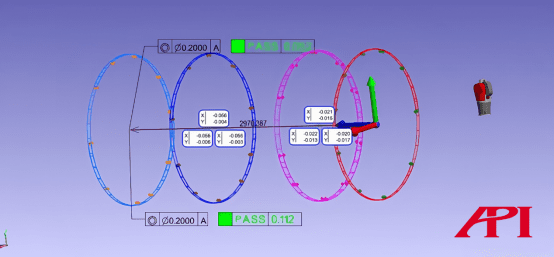
Der Prüfablauf war klar strukturiert. Der Ingenieur positionierte den Radian Pro neben dem Gehäuse, verband ihn mit der Messsoftware und erfasste Punktdaten an vier Koaxialitätspositionen. Die Software konstruierte daraus Zylinder, berechnete die jeweiligen Zylinderachsen und verglich jede Achse mit der Referenzachse.
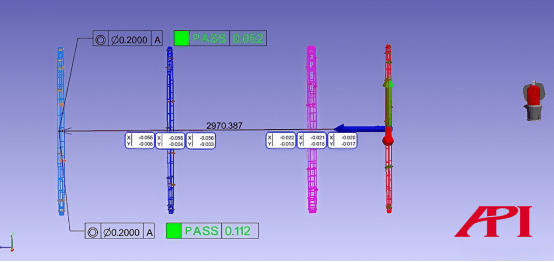
Von der Einrichtung bis zum Bericht dauerte der gesamte Prozess etwa 30 Minuten. Für ein großes Bauteil, das sonst KMG-Handling, Stabilisierungszeit und eine stärker kontrollierte Messumgebung erfordern würde, ist das ein deutlicher Effizienzgewinn.
Weitere Möglichkeiten zur Messung großer Bauteile
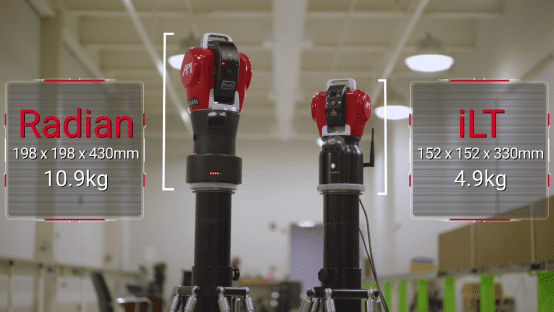
Der Radian Pro war in diesem Fall das richtige Werkzeug, aber die API Messplattform bietet je nach Anwendung weitere Optionen. Radian Plus und Radian Core ermöglichen hochgenaue Messungen mit Akkubetrieb und drahtloser Datenübertragung. Der iLT Laser Tracker ist noch stärker auf Portabilität ausgelegt: kompakt, vollständig drahtlos und geeignet für Außeneinsätze, enge Bereiche, Vor-Ort-Service und integrierte Messsysteme.
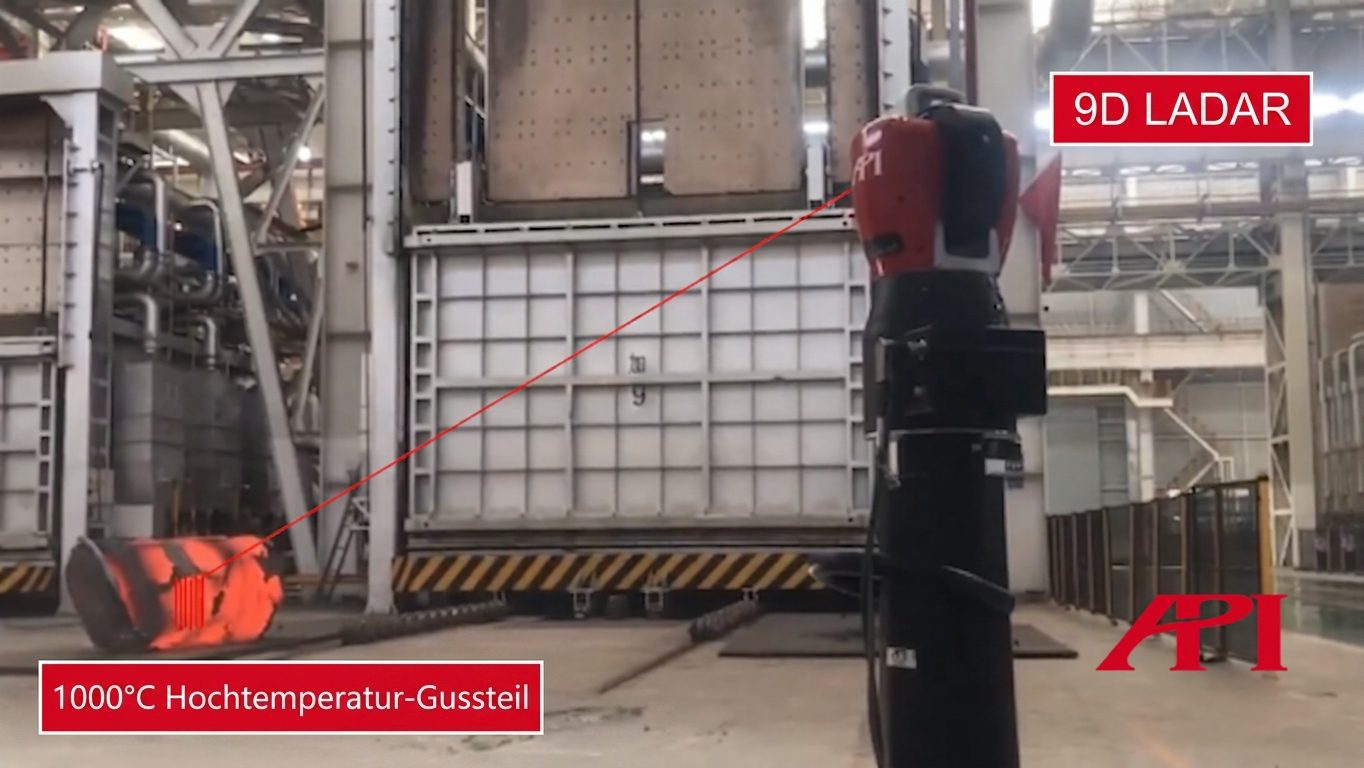
Wenn eine taktile Messung nicht ideal ist, ergänzt API das Portfolio mit 9D LADAR für berührungslose 3D-Messung mit Genauigkeit im Mikrometerbereich. Das System kann Punktwolken ohne kooperatives Ziel mit hoher Geschwindigkeit erfassen und eignet sich damit für anspruchsvolle industrielle Messaufgaben, bei denen Geschwindigkeit, Zugänglichkeit oder Temperatur eine Rolle spielen.
Weitere Informationen zur Koaxialitätsprüfung großer Motorgehäuse erhalten Sie, wenn Sie noch heute einen API Messtechnikexperten kontaktieren.










