



Warum Lithografiemaschinenbasen so anspruchsvoll sind
In der Halbleiterfertigung lässt Lithografieausrüstung praktisch keinen Spielraum für eine instabile Grundlage. Die Maschine projiziert Strukturen im Nanometerbereich auf Wafer, und ihre physische Basis muss eine präzise Referenzgeometrie bewahren, während sie mehrere Tonnen Anlagengewicht trägt.
Damit ist die Basis mehr als eine Tragstruktur. Sie ist Teil der Genauigkeitskette der Maschine. Schon geringe Neigung, Setzung oder Verformung kann zu einem Ausrichtungsfehler im Lithografieprozess werden. Das kann die Ausbeute senken, die Prozessleistung beeinträchtigen oder empfindliche Ausrüstung gefährden.
Für Installationsteams ist die Messaufgabe klar: Basisoberfläche, Bohrungspositionen und die Beziehungen zwischen mehreren Basissektionen müssen mit ausreichender Genauigkeit verifiziert werden, damit die finale Justage und Abnahme belastbar sind.
Was geprüft werden muss
Eine Prüfung von Lithografiemaschinenbasen konzentriert sich in der Regel auf drei Bereiche.
Zuerst kommt die Ebenheit der Basisoberfläche. Sie dient als Nullreferenz für die Installation und muss häufig Ebenheitsanforderungen im Mikrometerbereich erfüllen, damit die Führungen der Maschine ihre geforderte Geradheit und Nivellierung erreichen.
Der zweite Bereich ist die Geometrie und Lage der Bohrungen. Gewindebohrungen und Passstiftbohrungen befestigen Maschinenkörper, Schwingungsisolation und Hilfssysteme. Durchmesser, Rechtwinkligkeit und 3D-Position zur Konstruktionsgeometrie müssen innerhalb der Toleranz bleiben. Andernfalls wird die Montage schwieriger oder es entstehen Spannungen im Aufbau.
Der dritte Bereich ist die Beziehung zwischen mehreren Basissektionen. Große Lithografiesysteme können getrennte Basen für Belichtung, Messung, Wafertransfer und weitere Subsysteme verwenden. Bei der Installation müssen Abstand, Parallelität, Höhendifferenz und Gesamtposition kontrolliert werden, damit diese getrennten Strukturen wie eine gemeinsame steife Plattform arbeiten.
Wo traditionelle Methoden an Grenzen stoßen
Elektronische Nivelliere, Mikrometer, Theodolite und Koordinatenmessgeräte können alle eine Rolle in der Präzisionsmessung spielen. Für große, hochgenaue Installationen dieser Art sind sie jedoch nicht ideal.
Sie sind oft langsam, besonders wenn eine große Basisoberfläche Punkt für Punkt gemessen werden muss. Außerdem können Datumprobleme entstehen, wenn Ebenheit und Bohrungspositionen separat geprüft werden. Bei der Justage mehrerer Basen ist es mit traditionellen Methoden schwer, die gesamte räumliche Beziehung in einem Koordinatensystem zu sehen, während die Anpassungen laufen.
Das Ergebnis sind häufig wiederholte Schleifen aus Prüfung, Justage und Nachprüfung. Dieses Vorgehen kann funktionieren, kostet aber Zeit und liefert weniger vollständige 3D-Daten für Analyse, Bericht und Rückverfolgbarkeit.

Wie der Radian Laser Tracker hilft
Der API Radian Laser Tracker gibt Installationsteams eine praktische Möglichkeit, diese Prüfungen in ein gemeinsames globales Koordinatensystem zu bringen. Ebenheit, Bohrungsposition und Basis-zu-Basis-Ausrichtung werden nicht mehr als getrennte Aufgaben behandelt, sondern gegen dieselbe Referenz gemessen und ausgewertet.
Das ist wichtig, weil Lithografiemaschinenbasen groß sind, ihre Toleranzen aber eng bleiben. Die Radian-Serie bietet räumliche Messgenauigkeit im Mikrometerbereich, einen Messradius von mehr als 80 Metern und Datenerfassungsraten bis zu 1000 Hz. Diese Kombination deckt die Basisfläche schnell ab und hält die nötige Genauigkeit über größere Distanzen.
Der größere Vorteil liegt im Echtzeit-Feedback. Während der Justage kann der Tracker die Differenz zwischen gemessenem Punkt und theoretischer Position anzeigen, während der Bediener das Bauteil noch bewegt. Statt erst zu messen, später zu justieren und danach erneut zu prüfen, kann das Team die Anpassung live führen.

Der Prüfablauf
Der Radian Laser Tracker wird am Installationsort auf einem stabilen Fundament oder Stativ aufgebaut, mit Sichtlinie zu den Basissektionen und Messpunkten. Danach richtet das Team das erste Koordinatensystem für die Prüfung ein.
Ein Bediener erfasst dann Punkte auf der Basis mit einer hochpräzisen SMR-Zielkugel. Der Tracker verfolgt den Mittelpunkt des Ziels in Echtzeit und übergibt 3D-Koordinaten an die Messsoftware. Für die Ebenheitsprüfung kann der Bediener einen Messpfad über die Basisoberfläche planen und kontinuierliche Punktdaten erfassen. Für die Bohrungsprüfung wird die SMR in einem speziellen Pin-Sitz platziert, damit Bohrungswand, Position und Größe ausgewertet werden können.
So entstehen die Daten, die für Bohrungsmitten, Durchmesser, Umfang und Positionsfehler kritischer Passstift- und Gewindebohrungen erforderlich sind.

Messdaten in Entscheidungen umwandeln
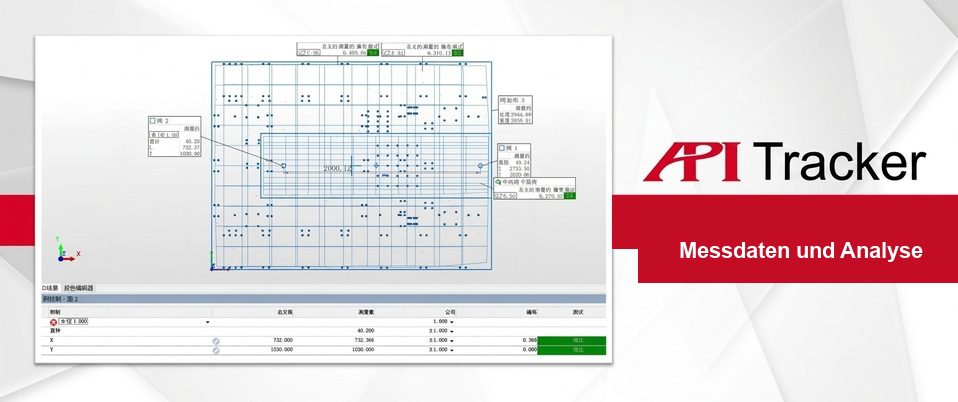
Sobald die Daten in Software wie SpatialAnalyzer, PolyWorks, Verisurf, Metrolog oder MeasurePro vorliegen, kann das Team alles im selben Koordinatensystem analysieren.
Für die Basisoberfläche passt die Software die gemessenen Punkte an eine Ebene an und erstellt eine Konturdarstellung mit Ebenheitsfehlern, hohen Bereichen und niedrigen Bereichen. Für Bohrungspositionen passt die Software die gemessene Geometrie ein und berechnet X-, Y- und Z-Abweichungen für jedes Merkmal. Tabellen und farbige Abweichungskarten machen auffällige Merkmale schnell sichtbar.
Dieselben Daten unterstützen auch die formale Dokumentation. Ebenheitsanalyse, Listen von Bohrungsabweichungen, 3D-Abweichungskarten und weitere Aufzeichnungen können für Abnahmeunterlagen und spätere Referenz archiviert werden.
Echtzeit-Justage der Basis
Dasselbe Messsystem kann auch die finale Justage mehrerer Basissektionen unterstützen. Der Tracker bringt zentrale Referenzpunkte jeder Basis in ein Koordinatensystem. Wenn die Sollkoordinaten geladen sind, kann die Software die Istposition jeder Sektion gegen ihre Zielposition in Echtzeit darstellen.
Diese Live-Ansicht kann Delta X, Delta Y, Delta Z, Nickwinkel und weitere Ausrichtungswerte umfassen. Bediener können dann Stellschrauben, Keilscheiben oder andere Präzisionsmechanismen bewegen und direkt sehen, wie die Abweichung kleiner wird. Aus einzelnen Prüfschritten wird ein geschlossener Justageprozess.
Das Ergebnis
Diese Fallstudie zeigt, warum Laser-Tracker-Messung so gut zur Installation von Halbleiterausrüstung passt. Lithografiemaschinenbasen verlangen großräumige Messung, enge Toleranzen, eine einheitliche Referenz und schnelles Feedback während der Justage. Der Radian Laser Tracker führt diese Anforderungen in einem Ablauf zusammen.
Für Halbleiterhersteller und Installationsteams bedeutet das schnellere Inbetriebnahme, bessere Kontrolle der Basisgeometrie, klarere Dokumentation und mehr Sicherheit, bevor die Lithografiemaschine in Betrieb geht.

Weitere Informationen zur Laser-Tracker-Prüfung bei der Installation von Lithografiemaschinenbasen erhalten Sie, wenn Sie API Metrology kontaktieren.










