



A medição da retilinidade das guias de máquinas-ferramenta é uma daquelas verificações que, discretamente, decide se uma máquina ainda consegue manter a tolerância cinco anos após a instalação. Quando a guia se desvia da retilinidade, o erro não fica restrito ao trilho. Ele aparece no posicionamento, na qualidade do corte, na repetibilidade e nas peças que saem da máquina. A verificação da retilinidade é um procedimento simples, mas seu impacto no processo é significativo.
Este artigo aborda os três métodos que os fabricantes de máquinas e técnicos de serviço realmente usam, os pontos fortes de cada um, onde cada um deles atrasa o trabalho e por que um interferômetro a laser com sensor de posição como o XD Laser-3D da API mudou a forma como o trabalho de instalação e ajuste é realizado.
Por que a retilinidade da guia determina o desempenho da máquina-ferramenta
Uma guia é o trilho sobre o qual um carro móvel se desloca. Carcaças de fusos, torres de ferramentas, mesas de trabalho, vigas de pórtico — qualquer coisa que precise se mover em uma linha controlada está sobre algum tipo de guia. Se esse trilho não for reto, a linha controlada também não será, e cada corte que a máquina faz carrega esse erro.
O que “retilinidade” realmente significa no contexto de uma guia
Retilinidade, neste contexto, é o desvio da trajetória real do carro em relação a uma referência perfeitamente reta, medido em dois planos: vertical (para cima e para baixo em relação ao eixo de movimento) e horizontal (de um lado para o outro). Ambos são importantes. Uma guia pode ser plana em um plano e estar arqueada no outro, e uma verificação em um único plano a aprovará, enquanto as peças saem da máquina fora de esquadro.
É aqui também que a retilinidade da guia se diferencia da retilinidade genérica de GD&T. Uma máquina de medição por coordenadas pode verificar a retilinidade de uma peça acabada passando um apalpador ao longo de uma aresta. Uma guia é diferente. Você está medindo a trajetória que uma massa em movimento realmente percorre sob seus próprios mancais, às vezes ao longo de cinco ou seis metros de curso, em dois planos ao mesmo tempo. O conjunto de ferramentas também é diferente.
O custo subsequente de uma guia fora de tolerância
Quando uma guia está desalinhada em apenas dez ou vinte micrômetros ao longo de seu comprimento de trabalho, os sintomas aparecem em locais que podem ser difíceis de rastrear. As posições dos furos se desviam do padrão em uma peça. O acabamento superficial se degrada em passes longos. As ferramentas se desgastam de forma desigual porque a carga de corte não é distribuída da maneira que a trajetória da ferramenta assumiu. A repetibilidade se desvia e o operador começa a culpar o programa quando o problema é a guia.
É por isso que a retilinidade é verificada em três momentos da vida de uma máquina: na instalação original, após qualquer serviço ou recuperação de colisão, e em um cronograma de recalibração (a norma ISO 230-1 recomenda verificações anuais para equipamentos CNC de produção). Se a retilinidade estiver incorreta em qualquer um desses momentos, todas as outras correções geométricas que a máquina carrega estarão construídas sobre uma base fraca.
Como medir a retilinidade de uma guia de máquina-ferramenta?
Você a mede comparando a trajetória real do carro com uma referência reta conhecida. A referência pode ser uma aresta física, um feixe de luz colimada ou a trajetória de um interferômetro a laser. O método escolhido depende do comprimento da guia, da precisão desejada e da necessidade de ajustar a máquina em tempo real durante a medição.
Os três métodos aceitos
Os três métodos, em ordem de antiguidade:
- Régua padrão com um relógio comparador. Referência física, leitura mecânica. Adequado para guias curtas e verificações rápidas em campo.
- Autocolimador. Mede a inclinação angular em pontos ao longo do eixo e, em seguida, reconstrói matematicamente o perfil de retilinidade. Alcance maior que uma régua padrão, mas mais lento.
- Interferômetro a laser com um detector de posição. Mede ambos os planos de retilinidade diretamente durante a mesma passada que captura posicionamento, repetibilidade e folga. Mais rápido e fácil de usar em todo o comprimento de trabalho.
Cada método tem seu papel. A régua padrão ainda é a escolha certa para uma verificação rápida em um eixo de um metro. O interferômetro a laser vence em qualquer comprimento maior, onde a precisão é crucial ou onde você precisa ajustar a máquina enquanto mede.
Qual é a norma ISO para retilinidade de guias?
Duas normas se aplicam, e as equipes de manutenção muitas vezes as confundem.
A ISO 2768-2 estabelece tolerâncias geométricas gerais para componentes acabados — a especificação genérica para peças onde o desenho não especifica limites mais apertados. Ela se aplica ao trilho fabricado em si, não ao seu desempenho na máquina.
A ISO 230-1 é a norma específica para máquinas-ferramenta. Ela define os testes de precisão geométrica para eixos de movimento, incluindo como a retilinidade de um eixo linear deve ser medida nos planos vertical e horizontal, e as condições sob as quais o teste é válido. Quando um fabricante envia uma máquina com uma especificação de retilinidade, essa especificação é quase sempre escrita com base na ISO 230-1.
Para a maioria dos trabalhos de calibração, a ISO 230-1 é o documento de referência.
Método 1: Régua padrão e relógio comparador

O método da régua padrão existe desde que as máquinas-ferramenta surgiram. Uma régua padrão de aço ou granito retificada com precisão é fixada ao longo do eixo, um relógio comparador percorre a superfície e o operador lê o desvio em cada estação ao longo do curso.
Configuração e procedimento
A régua padrão é apoiada em seus pontos de Airy (o espaçamento que minimiza sua própria flexão), o relógio é zerado em uma extremidade e as leituras são feitas em intervalos fixos ao longo do comprimento. Os números são plotados como uma curva de desvio. O valor de pico a vale é o erro de retilinidade.
Para verificações em um único plano em guias curtas — digamos, um metro ou menos — o método é confiável, de baixo custo e rastreável. Nós ainda o recomendamos como uma verificação rápida em pequenos tornos de precisão e fresadoras de ferramentaria.
Onde este método falha em guias longas
O problema começa quando a guia fica mais longa que a régua padrão. Uma régua de granito de dois metros pesa mais de 100 quilogramas e é um projeto para ser movida. Um eixo de quatro metros não pode ser coberto em uma única configuração, então a régua precisa ser reposicionada e as leituras combinadas, o que introduz seu próprio erro.
Há também o fator do operador. A leitura de um relógio comparador depende de como o operador o posiciona, de quão perpendicular está a ponta do relógio e de como o operador interpreta um ponteiro que não para de se mover completamente. Dois técnicos medindo o mesmo eixo com o mesmo equipamento obterão leituras que diferem em alguns micrômetros, o que é significativo quando a tolerância é de dez ou vinte micrômetros em todo o comprimento.
Volumoso, lento, subjetivo. A régua padrão mantém seu lugar em eixos curtos, mas no momento em que uma guia se torna longa, as equipes de manutenção procuram outra solução.
Método 2: Autocolimador
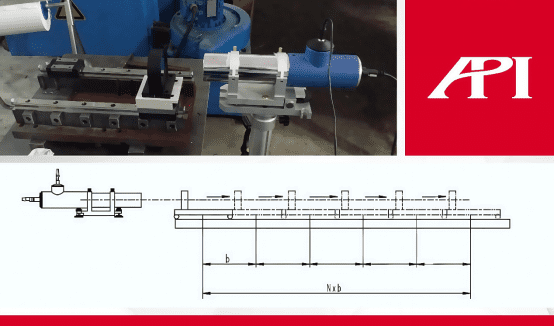
Um autocolimador mede pequenos desvios angulares de um alvo refletor. Em uma guia, um espelho é montado no carro, o autocolimador permanece fixo em uma extremidade do eixo e, à medida que o carro se move, a inclinação angular do espelho é registrada em intervalos ao longo do curso. Essas leituras angulares são integradas matematicamente para produzir a curva de desvio de retilinidade.
Como funciona a medição de retilinidade com autocolimador
A matemática é direta. Se você conhece a inclinação angular em cada estação e o espaçamento entre as estações, pode reconstruir a trajetória que o carro percorreu. O autocolimador não mede o desvio diretamente — ele mede a inclinação, e o operador (ou o software) converte a inclinação em desvio através da etapa de integração.
Essa conversão é onde a característica do método se revela. Quanto mais longo o eixo, mais estações você mede e mais erro acumulado pode ser coletado da integração. Autocolimadores digitais modernos lidam bem com isso em uma máquina estabilizada. Eles também são totalmente ópticos, então não há pressão de contato para perturbar o carro.
Pontos fortes e limitações
Um autocolimador vai mais longe que uma régua padrão, ocupa menos espaço e fornece uma leitura digital mais limpa. Para trabalhos puramente de retilinidade em uma máquina estável e totalmente montada, é uma escolha sólida e muitos laboratórios de calibração ainda usam um.
As limitações importam quando o trabalho é mais do que apenas coletar números. Um autocolimador não informa naturalmente ao operador o que fazer a seguir. Os dados saem do instrumento como um traço angular, e o operador precisa traduzir isso em um ajuste em tempo real da máquina — geralmente desligando, fazendo uma correção, executando a medição novamente e vendo se o traço melhorou. Em uma chamada de serviço onde o objetivo é colocar uma máquina de volta na especificação rapidamente, esse ciclo é caro.
O autocolimador também exige que o operador faça uma configuração separada para qualquer outro parâmetro — precisão de posicionamento, repetibilidade, folga. Cada uma dessas verificações é um trabalho separado com seu próprio instrumento. Essa fragmentação é o que o próximo método elimina.
Método 3: Medição de retilinidade com interferômetro a laser (XD Laser-3D)
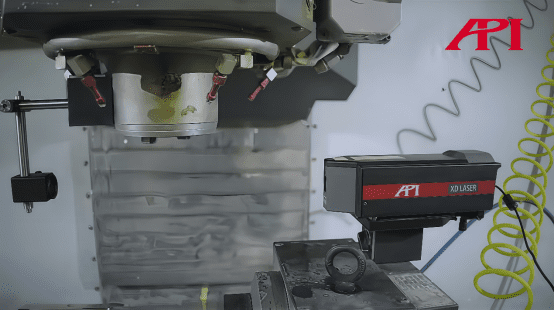
Um interferômetro a laser é o padrão moderno para calibração de máquinas-ferramenta. Uma fonte de laser estabelece um feixe de referência, um retrorrefletor montado no carro retorna o feixe, e o interferômetro mede a mudança no comprimento do caminho óptico à medida que o carro se move. Essa medição fornece a precisão de posicionamento com cerca de 0,5 micrômetros por metro de curso, o que é pelo menos uma ordem de grandeza melhor que os métodos mecânicos.
O XD Laser-3D da API leva o interferômetro a laser além, integrando um detector de posição (PSD) no próprio refletor. Isso muda o que o sistema pode capturar em uma única configuração.
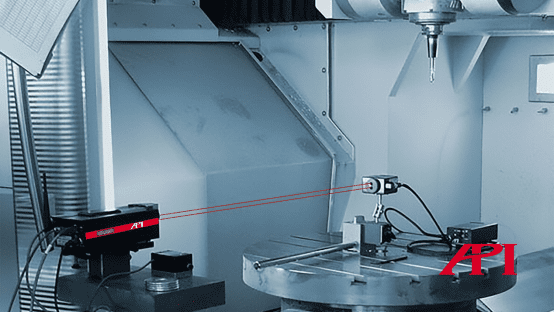
Como o interferômetro equipado com PSD captura a retilinidade em uma única configuração
Um interferômetro a laser linear padrão mede apenas ao longo do eixo do feixe. Ele informa a que distância o carro se moveu, e nada mais. O PSD dentro do refletor do XD Laser-3D adiciona uma segunda função. À medida que o carro se desloca ao longo da guia, qualquer desvio de uma trajetória perfeitamente reta desloca a posição de incidência do feixe no detector. Esse deslocamento é capturado como uma leitura de retilinidade em tempo real.
O resultado: dados de posicionamento e dados de retilinidade são obtidos na mesma passada. Os componentes ópticos não mudam entre as duas medições. Isso por si só elimina um ciclo de configuração que os métodos mais antigos tratam como dois trabalhos separados.
Retilinidade vertical e horizontal em uma única passada
O PSD é de dois eixos. À medida que o carro se move, a retilinidade vertical (desvio para cima e para baixo em relação ao eixo de movimento) e a retilinidade horizontal (desvio de um lado para o outro) são registradas simultaneamente. A ISO 230-1 exige ambos os planos para uma especificação completa de retilinidade, e o XD Laser-3D entrega ambos sem girar a óptica ou reposicionar o sensor.
Para guias mais longas, isso é ainda mais importante. Em um eixo de pórtico de seis metros, a abordagem convencional é de duas passadas para a retilinidade, mais uma terceira para o posicionamento. O XD Laser-3D coleta todos os três em uma única passada. A economia de tempo aparece imediatamente em trabalhos de instalação, onde um fabricante está calibrando uma dúzia de eixos em sequência.
Observação da retilinidade em tempo real durante o ajuste da máquina
Configure o sistema, defina dois pontos de referência no início e no fim da guia, zere os dados de retilinidade, e o operador observa os valores ao vivo no controlador enquanto os ajustes são feitos na máquina. Esse último detalhe é a parte que os técnicos de campo notam primeiro.
A inspeção de retilinidade raramente existe por si só. Em uma chamada de serviço, o relatório importa menos do que colocar a máquina de volta na tolerância antes do próximo turno de produção. A função de observação em tempo real transforma a medição em uma ferramenta de orientação. Você ajusta a montagem da guia ou a pré-carga do mancal enquanto observa o número da retilinidade se mover, e para quando o valor está dentro da especificação. Esse ciclo de feedback é algo que nem uma régua padrão nem um autocolimador oferecem diretamente.
Régua padrão vs. autocolimador vs. interferômetro a laser
Uma visão comparativa dos três métodos com base nos parâmetros que realmente decidem qual usar.
| Critério | Régua padrão + relógio | Autocolimador | XD Laser-3D |
|---|---|---|---|
| — | — | — | — |
| Comprimento prático da guia | Até ~1 m | Até ~30 m | Até ~80 m |
| Precisão (típica) | 5–10 µm/m | 1–2 µm/m | <1 µm/m |
| Vertical + horizontal em uma passada | Não | Não (sequencial) | Sim |
| Captura posicionamento, repetibilidade, folga | Não | Não | Sim (mesma configuração) |
| Feedback de ajuste em tempo real | Leitura manual | Indireto | Sim |
| Dependência da habilidade do operador | Alta | Média | Baixa |
| Tempo de configuração em um eixo de 5 m | 30–60 min | 20–40 min | 10–15 min |
| Melhor aplicação | Eixos curtos de ferramentaria, verificações rápidas em campo | Máquinas estáveis e totalmente montadas, trabalho de laboratório | Instalação, serviço, recalibração em CNC de produção |
O método mais rápido nem sempre é o método certo. Um torno de ferramentaria é verificado com uma régua padrão porque o operador já tem uma e o eixo tem um metro de comprimento. Um instalador de maquinário pesado usa o interferômetro a laser porque o próximo eixo tem doze metros e o cronograma é apertado. Use a ferramenta certa para cada trabalho.
Que ferramenta é usada para medir a retilinidade?
Três ferramentas, dependendo da situação:
- Uma régua padrão de precisão com um relógio comparador para eixos curtos e verificações rápidas em campo onde a tolerância é mais ampla.
- Um autocolimador para eixos de comprimento médio em uma máquina estável, onde a equipe tem tempo para executar uma configuração óptica completa.
- Um interferômetro a laser com um detector de posição (o XD Laser-3D) para qualquer situação onde o comprimento da guia, a precisão ou a velocidade de ajuste sejam importantes. Este é o padrão moderno em máquinas-ferramenta CNC.
Uma máquina de medição por coordenadas pode medir a retilinidade de uma peça acabada, mas é a ferramenta errada para uma guia, porque a guia é a trajetória de uma massa em movimento sob carga, não a geometria de uma peça estática.

Além da retilinidade: outros parâmetros que o XD Laser captura em uma única configuração
A razão pela qual as equipes de manutenção mudam para o XD Laser raramente é apenas a retilinidade. É o que vem junto com a retilinidade na mesma configuração.
Precisão de posicionamento, repetibilidade e folga
Um eixo linear é especificado por mais do que sua retilinidade. A precisão de posicionamento é o quão próxima a posição comandada corresponde à posição real. A repetibilidade é a consistência com que o eixo retorna à mesma posição comandada em múltiplas aproximações. A folga (backlash) é o movimento perdido quando o eixo inverte a direção.
Todos os três são capturados pelo XD Laser-3D durante a mesma execução que mede a retilinidade. O operador não troca a óptica, não troca o refletor, não reexecuta o programa. Um eixo, uma configuração, quatro parâmetros como resultado.
Para trabalhos de instalação, isso é importante porque os parâmetros interagem. Uma guia que é reta, mas tem baixa repetibilidade, aponta para a pré-carga do mancal. Uma guia que repete bem, mas apresenta erro de posicionamento, aponta para a compensação do fuso de esferas. Medir tudo junto torna o diagnóstico óbvio.
Ampliando: XD-6D para X, Y, Z, guinada, arfagem e rolagem
O XD Laser-3D lida com eixos lineares. O XD-6D, da mesma família de produtos, mede seis parâmetros de uma vez no mesmo eixo: posição linear, duas direções de retilinidade e três erros rotacionais (guinada, arfagem e rolagem). Em um centro de usinagem de cinco eixos, isso comprime o que costumavam ser seis configurações separadas em uma só. A API mediu isso em campo com uma eficiência de inspeção aproximadamente cinco vezes maior que um fluxo de trabalho com interferômetro convencional.
A capacidade 6D é o que transforma a linha XD Laser de um instrumento de calibração em uma plataforma de desempenho de máquinas. A mesma família de ópticas se adapta a trabalhos de instalação, serviço, recalibração e certificação.
Quando recalibrar: instalação, serviço e verificações periódicas
Três momentos exigem uma verificação de retilinidade.
O primeiro é a instalação. Toda máquina nova chega com o assentamento devido ao transporte em seus mancais e pés de montagem. A retilinidade é verificada antes que a máquina aceite sua primeira peça de produção. Este é o momento em que o interferômetro a laser se paga mais rápido, porque o fabricante está se movendo de eixo em eixo com um cronograma apertado e qualquer tempo de configuração economizado se acumula.
O segundo é o serviço ou a recuperação de colisão. Uma colisão do fuso ou uma parada brusca pode mover uma guia em dezenas de micrômetros. Após qualquer incidente grave o suficiente para acionar um erro, a retilinidade volta para a lista antes que a máquina retorne à produção. O feedback de ajuste em tempo real é mais importante aqui do que em qualquer outro momento. O objetivo é colocar a máquina de volta na especificação rapidamente, não apenas documentar onde ela ficou.
O terceiro é a recalibração periódica. A ISO 230-1 recomenda verificações anuais para CNC de produção. Para trabalhos de alta precisão ou para máquinas que operam em três turnos, verificações mais frequentes fazem sentido. Muitos clientes da API combinam a inspeção com o XD Laser-3D com um certificado de calibração acreditado pela ISO 17025 para rastreabilidade.
Se o seu calendário de manutenção atualmente não inclui a retilinidade como uma verificação periódica documentada, essa é a primeira coisa a adicionar. O custo de detectar um desvio cedo é muito menor do que o custo de sucatear peças porque ninguém percebeu que a guia estava se deslocando.
Perguntas frequentes
Como se mede a retilinidade?
A retilinidade é medida comparando a trajetória de uma característica com uma referência reta conhecida. Em máquinas-ferramenta, três métodos são aceitos: uma régua padrão com um relógio comparador para guias curtas, um autocolimador que mede o desvio angular ao longo do eixo, e um interferômetro a laser com um detector de posição que captura a retilinidade nos planos vertical e horizontal em uma única passada.
Como se verifica a retilinidade de um eixo?
Um eixo é verificado montando-o entre centros ou em blocos em V e girando-o contra um relógio comparador. O desvio total indicado (TIR) mostra a variação. Para maior precisão ou eixos mais longos, um sistema a laser mede a linha de centro diretamente, sem a pressão de contato que pode enganar um relógio comparador.
Qual é a norma ISO para retilinidade?
As tolerâncias gerais de retilinidade para peças acabadas estão sob a ISO 2768-2. Para máquinas-ferramenta especificamente, a ISO 230-1 define os testes de precisão geométrica para eixos de movimento, incluindo a retilinidade de eixos lineares nos planos vertical e horizontal.
Qual é a precisão de um interferômetro a laser para medição de guias?
Um interferômetro a laser moderno mede o posicionamento linear com cerca de 0,5 micrômetros por metro de curso. Com um detector de posição integrado, o canal de retilinidade normalmente tem resolução de cerca de 1 micrômetro em comprimentos de guia padrão, bem dentro das tolerâncias com as quais a maioria dos fabricantes de máquinas-ferramenta trabalha.
O XD Laser-3D pode substituir um autocolimador?
Para a maioria dos trabalhos de instalação e ajuste de máquinas-ferramenta, sim. O XD Laser-3D captura os mesmos dados de retilinidade vertical e horizontal que um autocolimador fornece, ao mesmo tempo em que mede posicionamento, repetibilidade e folga na mesma configuração. Os autocolimadores ainda têm usos de nicho em alinhamento óptico, mas em um eixo de máquina-ferramenta, o interferômetro a laser cobre o trabalho mais rapidamente.

Próximo passo: Fale com um metrologista da API
Se você está planejando uma instalação, recuperando uma máquina após um serviço ou montando um cronograma de recalibração, um metrologista da API pode ajudá-lo a definir a abordagem correta para seus eixos e suas metas de tolerância. Entre em contato para falar com um metrologista da API ou saiba mais sobre o interferômetro a laser XD Laser-3D diretamente.










