



O desafio: uma carcaça grande, alinhamento crítico
Em uma carcaça de motor grande, não há muito espaço para tentativa e erro. Furos de montagem, sedes de rolamento e outros recursos críticos precisam manter a relação correta entre suas linhas de centro. Se a coaxialidade estiver fora do especificado, o motor pode sofrer depois com vibração, desgaste prematuro de rolamentos, dificuldades de montagem e perda de eficiência operacional.
Por isso, a inspeção de coaxialidade é uma etapa importante de qualidade. Em peças grandes, porém, o método de medição é tão importante quanto a tolerância.
Por que a CMM nem sempre é a opção mais prática
Para carcaças menores, uma máquina de medição por coordenadas pode funcionar bem. Em uma carcaça de motor grande, o processo fica mais pesado rapidamente. A peça precisa caber em uma CMM de grande porte, a sala de inspeção precisa sustentar a precisão necessária e, muitas vezes, a carcaça precisa estabilizar no ambiente antes da medição começar.
Isso significa movimentação pesada, tempo de espera e operações repetidas de carga e descarga. Quando a própria peça é difícil de mover, normalmente faz mais sentido levar o sistema de medição até ela.

A abordagem com Laser Tracker da API
O Laser Tracker API Radian Pro oferece às equipes de medição uma forma portátil de inspecionar componentes grandes e de alta precisão diretamente no chão de fábrica. Em vez de mover a carcaça do motor para um equipamento fixo, o tracker é posicionado ao redor da peça, nos pontos que dão acesso aos recursos que precisam ser medidos.
O operador usa uma esfera-alvo de precisão com prisma integrado. O tracker trava no alvo, acompanha seu movimento dentro do volume de medição e envia pontos de alta precisão para o software de inspeção. A partir desses dados, o software pode construir cilindros, eixos, planos e outras geometrias, comparando os resultados medidos com o nominal do projeto.

O caso: tolerância de coaxialidade de 0,18 mm
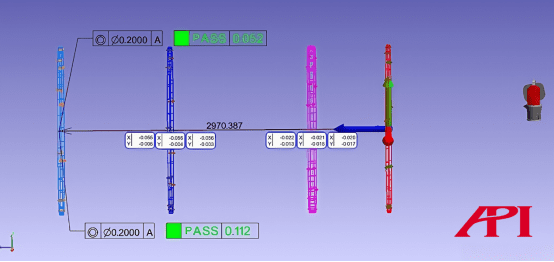
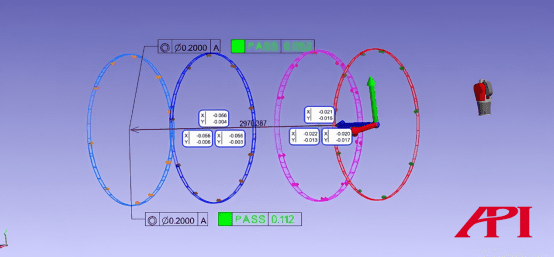
Nesta aplicação, engenheiros de serviços de medição da API usaram um Laser Tracker Radian Pro para inspecionar a coaxialidade de uma carcaça de motor grande com tolerância exigida de 0,18 mm.
O Radian Pro foi uma boa escolha porque combina alcance, portabilidade e desempenho de medição de alta precisão. Seus sistemas laser IFM e ADM dão suporte a medições rastreáveis, enquanto a configuração com tracker mantém o fluxo prático para uma peça grande que seria inconveniente mover.

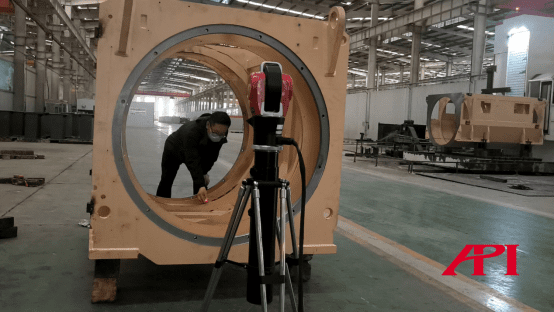
O fluxo de inspeção foi direto. O engenheiro posicionou o Radian Pro próximo à carcaça, conectou o equipamento ao software de medição e coletou pontos em quatro locais de avaliação de coaxialidade. O software usou esses pontos para construir cilindros em cada posição, calcular os eixos dos cilindros e comparar cada eixo com o eixo de referência.
Da configuração até o relatório, todo o processo levou cerca de 30 minutos. Para um componente grande que, de outra forma, exigiria movimentação para CMM, tempo de estabilização e um ambiente de inspeção mais controlado, isso representa um ganho importante de eficiência.
Mais formas de medir peças grandes
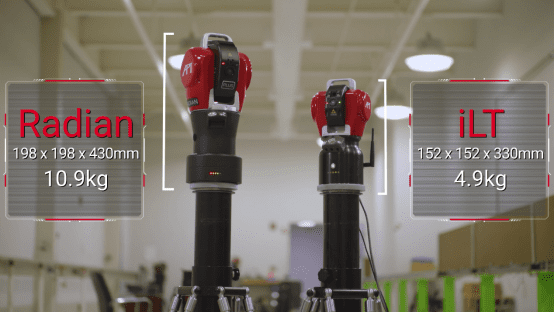
O Radian Pro foi a ferramenta certa para este caso, mas a plataforma de medição da API oferece outras opções para diferentes necessidades. Radian Plus e Radian Core permitem medições de alta precisão com alimentação por bateria e transferência de dados sem fio. O Laser Tracker iLT leva a portabilidade ainda mais longe, com projeto compacto e totalmente sem fio, ideal para serviços em campo, áreas restritas, medições externas e sistemas de medição integrados.
Para aplicações em que a medição por contato não é ideal, o 9D LADAR da API adiciona medição 3D sem contato com precisão micrométrica. Ele pode capturar nuvens de pontos em alta velocidade sem alvo cooperativo, sendo útil em problemas de medição industrial nos quais velocidade, acesso e temperatura podem se tornar limitações.
Para saber mais sobre inspeção de coaxialidade em carcaças de motor grandes, fale hoje com um metrologista da API.










