



Quand un outillage dérive, la production le ressent vite
Dans l’automobile, les outillages et les montages ne servent pas seulement à maintenir les pièces. Ils définissent la géométrie qui conditionne l’ajustement, les jeux, l’affleurement et la fluidité de l’assemblage en aval. Dès qu’un outillage sort de sa position nominale, les problèmes de qualité et les retouches suivent rapidement.
Le vrai problème, c’est que les méthodes de contrôle plus classiques s’intègrent mal au rythme de la production. Déplacer un outillage volumineux vers une salle de mesure prend du temps, ajoute de la manutention et ralentit la ligne. Les bras de mesure portables sont plus faciles à déployer, mais ils montrent souvent leurs limites quand le volume de travail augmente ou quand les repositionnements deviennent nombreux.

Pourquoi le Laser Tracker Radian est adapté à ce type de travail
C’est précisément le terrain de jeu du Laser Tracker Radian d’API. Installé à proximité de l’outillage, il permet de relever rapidement des points 3D sur un grand volume avec un haut niveau de précision. Surtout, il apporte un retour en temps réel, ce qui transforme le réglage d’un montage en opération guidée plutôt qu’en succession d’essais et de contre-mesures.
La mission : vérifier les pions de positionnement et guider le réglage
Dans cette étude de cas, l’équipe a utilisé un Laser Tracker Radian pour contrôler un outillage d’assemblage automobile. Les objectifs de mesure étaient simples sur le papier, mais exigeants sur le terrain :
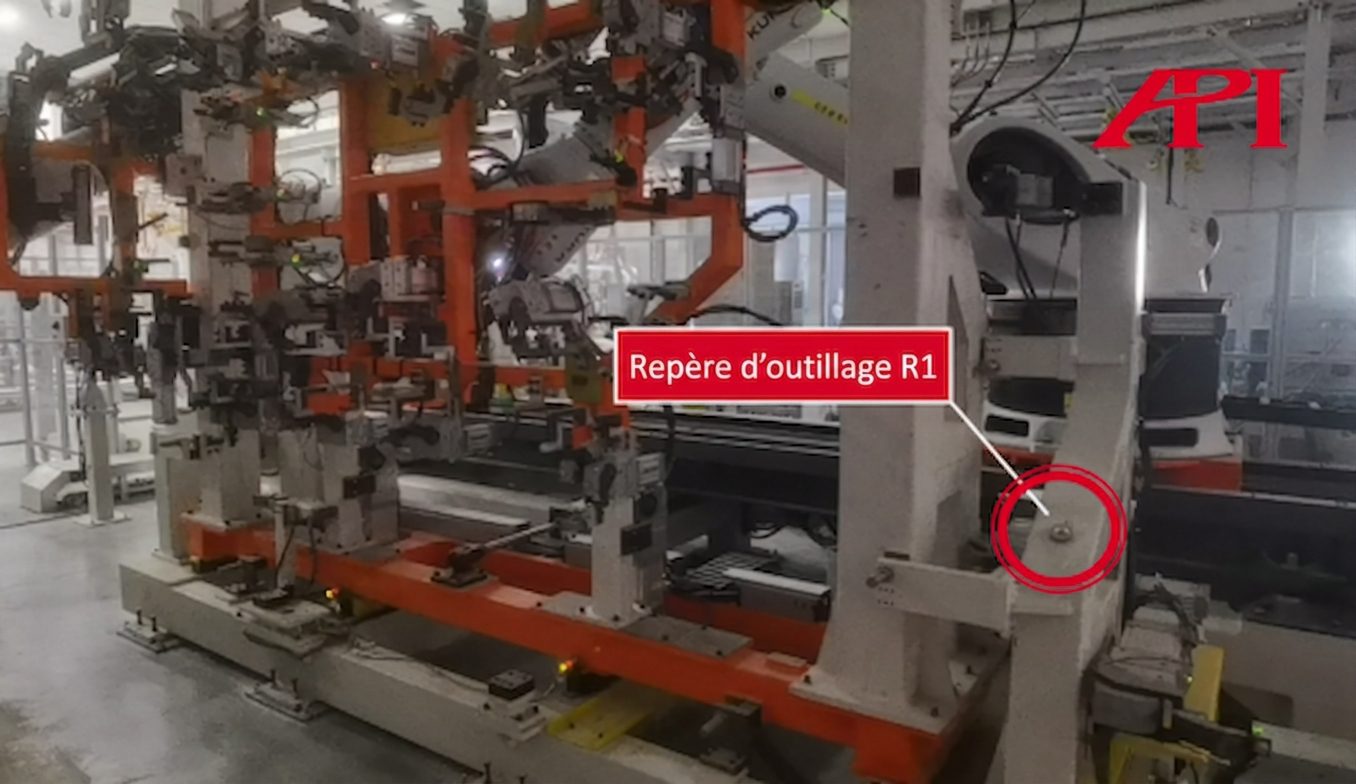
- Vérifier la position des pions de référence avec une précision meilleure que 0,1 mm.
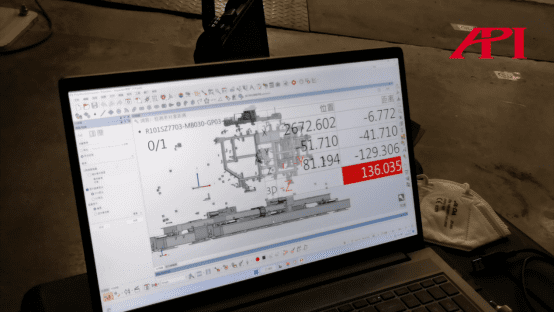
- Comparer les mesures au modèle CAO et guider les réglages en temps réel.
Comment la mise en station a été réalisée
Le tracker a été positionné autour de l’outillage à un emplacement pratique, puis relié à un ordinateur portable exécutant le logiciel de mesure.
Pour rattacher l’ensemble au bon repère, l’opérateur a d’abord mesuré quatre points de référence sur l’outillage. Une fois ce système de coordonnées établi, le modèle CAO a pu être importé et les contrôles de points ont pu être réalisés directement par rapport à la géométrie nominale.

Acquisition des points et construction du contrôle
À l’aide d’une sphère cible SMR, l’opérateur a touché les points requis sur l’outillage afin d’enregistrer leurs coordonnées 3D dans le logiciel. À partir de ces points, le logiciel peut reconstruire des lignes et des plans, calculer les écarts par rapport à la CAO et générer un rapport de contrôle exploitable.

Mesurer les points cachés avec le vProbe
Les outillages comportent souvent des perçages profonds ou des zones masquées difficiles à atteindre avec une cible standard. Pour ces points, l’intervention s’est appuyée sur le palpeur vProbe, conçu pour la mesure de points cachés.

Un réglage guidé en temps réel
Au lieu d’alterner mesure, correction approximative puis nouveau contrôle, le tracker fournit une indication de coordonnées en direct. Pendant que l’outillage est ajusté, l’opérateur voit la position évoluer en temps réel et peut conduire le réglage beaucoup plus efficacement.
Ce qu’il faut retenir
Dans ce type d’application, l’intérêt n’est pas seulement la précision. C’est surtout un workflow réellement compatible avec la ligne : mise en place rapide, acquisition cohérente des points et retour immédiat par rapport à la CAO. Ici, le Laser Tracker Radian a permis de vérifier la position des pions de référence et de piloter les réglages sans immobiliser inutilement l’outillage.
Autres solutions de la gamme tracker
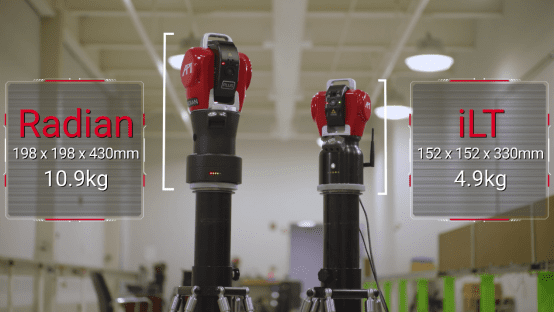
En complément de la gamme Radian, API propose aussi le laser tracker iLT pour les équipes qui privilégient la portabilité et une utilisation entièrement sans fil.
Pour les applications sans contact, API propose également les systèmes 9D LADAR, capables de capturer rapidement des nuages de points pour des workflows d’inspection avancés.
Pour en savoir plus sur le contrôle et le réglage d’outillages automobiles, contactez dès aujourd’hui un métrologue API.










