



Pourquoi un four de cette taille est difficile à maintenir dans les tolérances
Les fours rotatifs de réaction ne sont pas une technologie nouvelle, mais les exigences qui leur sont imposées ont évolué. Des règles environnementales plus strictes, des attentes plus élevées en matière d’efficacité de procédé et des critères de qualité produit plus rigoureux obligent les fabricants à mieux contrôler ces systèmes pendant la fabrication comme pendant l’installation.
La difficulté augmente rapidement lorsque le four lui-même atteint des dimensions exceptionnelles. Dans ce cas, l’équipement appartenait à la classe des 10 000 tonnes et dépassait 60 mètres de longueur. À cette échelle, même un léger défaut d’alignement peut devenir un problème important lors de l’installation.
Ce qu’il fallait mesurer
Le corps du four a été fabriqué en trois sections d’environ 20 mètres chacune, puis assemblé pendant l’installation. L’équipe devait donc contrôler à la fois la précision de chaque section et la précision d’ajustement lorsque les sections étaient réunies sur site.
Le plan de mesure devait couvrir trois contrôles essentiels :
- La coaxialité entre les centres des faces d’extrémité de chaque section cylindrique.
- La perpendicularité entre les faces d’extrémité et l’axe principal du four.
- Le guidage d’alignement en temps réel pendant l’ajustement, tout en maintenant l’erreur totale de mesure sur l’ensemble du processus de 60 mètres à 1,5 mm ou moins.

Pourquoi le Radian était le bon choix
C’est précisément le type d’application pour lequel le tracker laser API Radian apporte un avantage net. Les grands instruments optiques, comme les théodolites et les stations totales, peuvent couvrir de telles dimensions, mais ils exigent davantage d’espace de travail et dépendent fortement de la configuration et de la technique de l’opérateur. La photogrammétrie et le scanning optique peuvent aller vite, mais il est beaucoup plus difficile de maintenir la précision requise sur une portée aussi importante.
Le Radian a offert à l’équipe un meilleur équilibre entre portée, précision et efficacité de travail. Il peut mesurer avec une précision de l’ordre du micron, couvrir des volumes de travail de plus de 160 mètres de diamètre et fonctionner dans des zones plus contraintes sans imposer une mise en place lourde. Tout aussi important, il capture et traite les données de mesure de manière à réduire la variabilité liée à l’opérateur.

Comment le flux de mesure a fonctionné
Pendant la fabrication des sections, le tracker a été installé à proximité de la pièce et utilisé avec une sphère cible SMR. Lorsque l’opérateur touchait chaque point requis, le système capturait les coordonnées 3D et les transmettait directement au logiciel. L’équipe pouvait ensuite construire les lignes, plans et autres géométries de référence nécessaires pour évaluer les tolérances demandées.
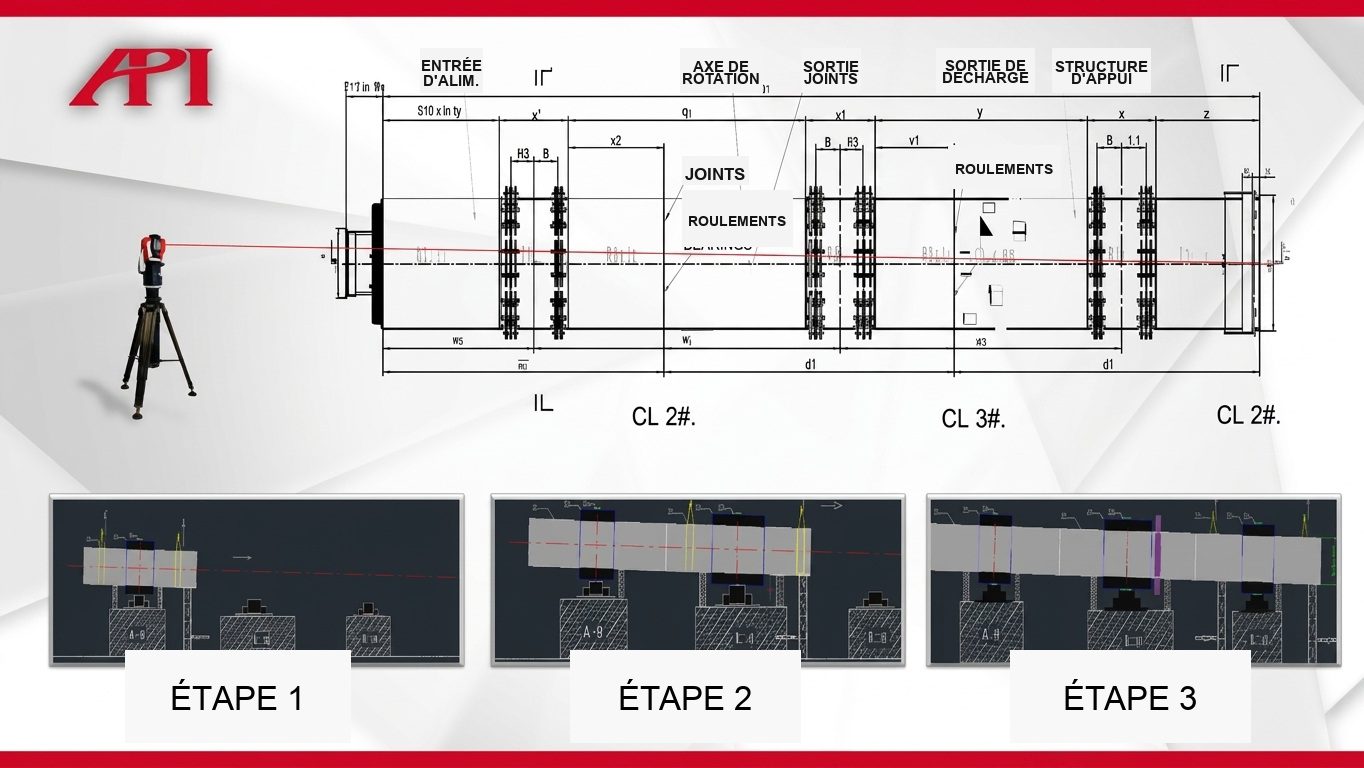
Pendant l’installation, l’équipe a créé un axe de référence à partir des conditions du site, puis utilisé le retour en temps réel du tracker pour guider chaque section du four jusqu’à sa position. Au lieu d’aligner au ressenti puis de vérifier après coup, les techniciens pouvaient effectuer des ajustements en direct à partir de données mesurées, jusqu’à ce que la position installée respecte la norme requise.

Pourquoi c’est important sur les projets réels
Sur un projet de cette nature, la mesure n’est pas seulement un enregistrement qualité. Elle influence directement la capacité à assembler efficacement un système massif et à garantir qu’il fonctionnera comme prévu une fois en service.
C’est là que le flux de travail Radian a changé la donne. Il a donné à l’équipe une méthode pratique pour inspecter la géométrie pendant la fabrication, guider l’alignement pendant l’installation et gérer l’ensemble du processus de 60 mètres sans perdre la maîtrise du budget d’erreur de mesure.

À retenir
Pour les très grands fours rotatifs de réaction, le défi ne consiste pas seulement à collecter des données. Il faut collecter les bonnes données, assez vite, avec assez de précision, et d’une manière compatible avec les réalités d’un environnement de fabrication et d’installation. Le tracker laser Radian d’API a donné cette capacité à l’équipe et a permis de transformer une opération d’alignement à grande échelle complexe en un processus maîtrisable.
Pour en savoir plus sur l’inspection 3D des grands fours rotatifs de réaction, contactez API Metrology.










