



Pourquoi les bases de machines de lithographie sont si exigeantes
Dans la fabrication des semi-conducteurs, les équipements de lithographie ne tolèrent pratiquement aucune instabilité de fondation. La machine projette des motifs de circuits à l’échelle nanométrique sur les wafers, et sa base physique doit conserver une géométrie de référence précise tout en supportant des équipements de plusieurs tonnes.
La base n’est donc pas seulement une structure porteuse. Elle fait partie de la chaîne de précision de la machine. Une faible inclinaison, un tassement ou une deformation peuvent devenir une erreur d’alignement dans le procédé de lithographie, avec un impact possible sur le rendement, la performance ou la sécurité d’équipements sensibles.
Pour les équipes d’installation, l’enjeu de mesure est clair : vérifier la surface de la base, la position des trous et les relations entre plusieurs sections de base avec une précision suffisante pour guider le réglage final et l’acceptation.
Ce qui doit être contrôlé
L’inspection d’une base de machine de lithographie se concentre généralement sur trois domaines.
Le premier est la planéité de la surface de base. Cette surface sert de référence zéro pour l’installation et doit souvent atteindre une planéité au micron afin d’aider les rails de guidage de la machine à respecter leurs exigences de rectitude et de niveau.
Le deuxième concerne la géométrie et la position des trous. Les trous taraudés et les trous de pion de positionnement servent à fixer le corps de machine, les éléments d’isolation vibratoire et les systèmes auxiliaires. Leur diamètre, leur perpendicularité et leur position 3D par rapport aux données nominales doivent rester dans la tolérance. Sinon, l’installation devient plus difficile ou des contraintes de montage peuvent être introduites.
Le troisième domaine est la relation entre plusieurs sections de base. Les grands systèmes de lithographie peuvent utiliser des bases séparées pour l’exposition, la mesure, le transfert de wafers et d’autres sous-systèmes. Pendant l’installation, les équipes doivent maîtriser l’écartement, le parallélisme, les écarts de hauteur et la position relative globale pour que ces structures se comportent comme une plateforme rigide unique.
Les limites des méthodes traditionnelles
Niveaux électroniques, micromètres, theodolites et machines à mesurer tridimensionnelles peuvent tous intervenir en métrologie de précision. Ils ne sont toutefois pas idéaux pour ce type d’installation de grande dimension et de haute précision.
Ils peuvent être lents, surtout lorsqu’une grande surface de base doit être mesurée point par point. Ils peuvent aussi créer des problèmes de référentiel lorsque la planéité et les positions de trous sont contrôlées séparément. Pour le réglage de plusieurs bases, les méthodes traditionnelles rendent difficile la visualisation de toute la relation spatiale dans un même système de coordonnées pendant les ajustements.
Le résultat est souvent une succession de contrôles, de réglages et de nouveaux contrôles. Cette approche peut fonctionner, mais elle prend du temps et fournit moins de données 3D complètes pour l’analyse, le rapport et la traçabilité.

Comment le Laser Tracker Radian aide
Le Laser Tracker Radian d’API donne aux équipes d’installation un moyen pratique de ramener ces contrôles dans un système de coordonnées global. Au lieu de traiter la planéité, la position des trous et l’alignement base à base comme des tâches séparées, le tracker permet de les mesurer et de les analyser par rapport à la même référence.
C’est essentiel, car les bases de machines de lithographie sont grandes alors que leurs tolérances restent serrées. La série Radian offre une précision de mesure spatiale au micron, un rayon de mesure supérieur à 80 mètres et des fréquences d’acquisition jusqu’à 1000 Hz. Cette combinaison permet de couvrir la zone de base, de capturer rapidement la géométrie et de maintenir la précision nécessaire sur de longues distances.
Le principal bénéfice de flux de travail est le retour en temps réel. Pendant le réglage, le tracker peut afficher l’écart entre le point mesuré et la position théorique pendant que l’opérateur déplace encore le composant. Au lieu de mesurer, régler puis contrôler plus tard, l’équipe peut guider l’ajustement en direct.

Le processus d’inspection
Le Laser Tracker Radian est installé sur une fondation stable ou un trépied sur le site, avec une ligne de visée vers les sections de base et les points de mesure. L’équipe établit ensuite le système de coordonnées initial de l’inspection.
Un opérateur utilise une cible SMR de haute précision pour collecter des points sur la base. Le tracker suit en temps réel le centre de la cible et transmet les coordonnées 3D au logiciel de mesure. Pour la planéité, l’opérateur peut planifier une trajectoire sur la surface et collecter des données de points continues. Pour les trous, le SMR est placé dans un siège de pion spécial afin de mesurer la paroi du trou et d’ajuster position et taille.
L’équipe obtient ainsi les données nécessaires pour évaluer les coordonnées de centre, le diamètre, la circonférence et l’erreur de position des trous de pion et des trous taraudés critiques.

Transformer les données en décisions
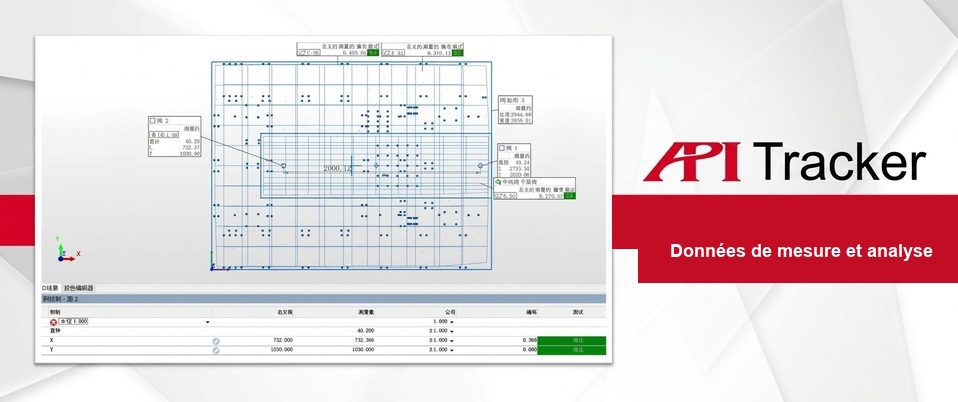
Une fois les données dans un logiciel comme SpatialAnalyzer, PolyWorks, Verisurf, Metrolog ou MeasurePro, l’équipe peut tout analyser dans le même système de coordonnées.
Pour la surface de base, le logiciel ajuste les points mesurés à un plan et génère une vue de contours montrant l’erreur de planéité, les zones hautes et les zones basses. Pour la position des trous, il ajuste la géométrie mesurée et calcule les déviations X, Y et Z de chaque caractéristique. Les résultats peuvent être examinés sous forme de tableaux ou de cartes couleur afin d’identifier rapidement les éléments hors tolérance.
Ces données soutiennent aussi les rapports formels. Analyse de planéité, listes d’écarts de position, cartes de déviation 3D et autres enregistrements peuvent être archivés pour la documentation d’acceptation et pour référence lors de l’installation de la machine.
Reglage de base en temps réel
La même configuration de mesure peut aussi soutenir le réglage final de plusieurs sections de base. Le tracker place les points de référence clés de chaque base dans un système de coordonnées commun. Une fois les coordonnées nominales chargées, le logiciel peut afficher en temps réel la position réelle de chaque section par rapport à sa position cible.
Cette vue dynamique peut inclure Delta X, Delta Y, Delta Z, tangage et autres valeurs d’alignement. Les opérateurs peuvent alors agir sur des vis de réglage, des cales ou d’autres mécanismes de précision tout en voyant l’écart se réduire à l’écran. Le processus devient un réglage en boucle fermée, plutôt qu’une série de contrôles déconnectés.
A retenir
Cette étude de cas montre pourquoi la mesure par laser tracker convient si bien à l’installation d’équipements semi-conducteurs. Les bases de machines de lithographie exigent une mesure à grande échelle, des tolérances serrées, un référentiel unifie et un retour rapide pendant le réglage. Le Laser Tracker Radian reunit ces besoins dans un seul flux de travail.
Pour les fabricants de semi-conducteurs et les équipes d’installation, cela signifie une mise en placé plus rapide, un meilleur contrôle de la géométrie de base, une documentation plus claire et davantage de confiance avant la mise en service de la machine.

Pour en savoir plus sur l’inspection laser tracker des bases de machines de lithographie, contactez API Metrology.










