



La mesure de la rectitude des glissières de machines-outils est l’un de ces contrôles qui détermine discrètement si une machine peut encore tenir ses tolérances cinq ans après son installation. Lorsque la glissière perd sa rectitude, l’erreur ne se limite pas au rail. Elle se répercute sur le positionnement, la qualité de coupe, la répétabilité et les pièces produites par la machine. Le contrôle de rectitude est une petite opération. Son impact en aval ne l’est pas.
Cet article présente les trois méthodes réellement utilisées par les fabricants de machines et les techniciens de maintenance, leurs avantages, leurs inconvénients et les raisons pour lesquelles un interféromètre laser à détection de position comme le XD Laser-3D d’API a changé la façon dont les travaux d’installation et d’ajustement sont réalisés.
Pourquoi la rectitude des glissières détermine les performances des machines-outils
Une glissière est le rail sur lequel se déplace un chariot mobile. Poupées, tourelles porte-outils, tables de travail, poutres de portique — tout ce qui doit se déplacer selon une ligne contrôlée repose sur une glissière. Si ce rail n’est pas droit, la ligne contrôlée ne l’est pas non plus, et chaque coupe effectuée par la machine porte cette erreur.
Ce que « rectitude » signifie réellement dans le contexte d’une glissière
Dans ce contexte, la rectitude est l’écart de la trajectoire réelle du chariot par rapport à une référence parfaitement droite, mesurée dans deux plans : vertical (déplacement de haut en bas par rapport à l’axe de mouvement) et horizontal (déplacement latéral). Les deux sont importants. Une glissière peut être plate dans un plan et fléchir dans l’autre, et un contrôle sur un seul plan la validera alors que les pièces sortiront de la machine hors d’équerre.
C’est également là que la rectitude des glissières se distingue de la rectitude GD&T générique. Une machine à mesurer tridimensionnelle peut vérifier la rectitude d’une pièce finie en déplaçant un palpeur le long d’une arête. Une glissière est différente. Vous mesurez la trajectoire qu’une masse en mouvement prend réellement sur ses propres paliers, parfois sur cinq ou six mètres de course, dans deux plans à la fois. L’outillage est également différent.
Le coût en aval d’une glissière hors tolérance
Lorsqu’une glissière présente un écart de seulement dix ou vingt micromètres sur sa longueur de travail, les symptômes apparaissent à des endroits qui peuvent être difficiles à retracer. Les positions des trous dérivent sur une pièce. La finition de surface se dégrade sur les longues passes. Les outils s’usent de manière inégale car la charge de coupe n’est pas répartie comme le prévoyait la trajectoire d’outil. La répétabilité dérive et l’opérateur commence à blâmer le programme alors que le problème vient du rail.
C’est pourquoi la rectitude est vérifiée à trois moments de la vie d’une machine : lors de l’installation initiale, après toute intervention de maintenance ou réparation suite à une collision, et selon un programme de réétalonnage (la norme ISO 230-1 recommande des contrôles annuels pour les équipements CNC de production). Si la rectitude est incorrecte à l’un de ces moments, toutes les autres corrections géométriques de la machine reposent sur une base fragile.
Comment mesurer la rectitude d’une glissière de machine-outil ?
On la mesure en comparant la trajectoire réelle du chariot à une référence de rectitude connue. La référence peut être une arête physique, un faisceau de lumière collimatée ou la trajectoire d’un interféromètre laser. Le choix de la méthode dépend de la longueur de la glissière, de l’objectif de précision et de la nécessité d’ajuster la machine en temps réel pendant la mesure.
Les trois méthodes reconnues
Les trois méthodes, par ordre d’ancienneté :
- Règle de précision avec un comparateur à cadran. Référence physique, lecture mécanique. Convient aux glissières courtes et aux contrôles rapides sur le terrain.
- Autocollimateur. Mesure l’inclinaison angulaire en des points le long de l’axe, puis reconstruit mathématiquement le profil de rectitude. Portée plus longue qu’une règle de précision, mais plus lent.
- Interféromètre laser avec un détecteur de position. Mesure directement les deux plans de rectitude lors de la même passe qui capture le positionnement, la répétabilité et le jeu. Plus rapide et plus facile à utiliser sur toute la longueur de travail.
Chaque méthode a son rôle. La règle de précision reste le bon choix pour un contrôle rapide sur un axe d’un mètre. L’interféromètre laser l’emporte sur tout ce qui est plus long, partout où la précision est essentielle, ou partout où vous devez ajuster la machine pendant la mesure.
Quelle est la norme ISO pour la rectitude des glissières ?
Deux normes s’appliquent, et les équipes de maintenance les confondent souvent.
ISO 2768-2 définit les tolérances géométriques générales pour les composants finis — la spécification fourre-tout pour les pièces où le dessin ne spécifie pas de limites plus strictes. Elle s’applique au rail fabriqué lui-même, et non à ses performances sur la machine.
ISO 230-1 est la norme spécifique aux machines-outils. Elle définit les essais de précision géométrique pour les axes de mouvement, y compris la manière de mesurer la rectitude d’un axe linéaire dans les plans vertical et horizontal, et les conditions dans lesquelles l’essai est valide. Lorsqu’un fabricant livre une machine avec une spécification de rectitude, cette spécification est presque toujours rédigée par rapport à la norme ISO 230-1.
Pour la plupart des travaux d’étalonnage, l’ISO 230-1 est le document de référence.
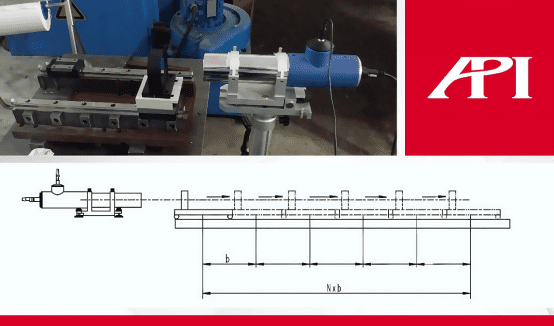
Méthode 1 : Règle de précision et comparateur à cadran

La méthode de la règle de précision existe depuis aussi longtemps que les machines-outils. Une règle de précision en acier ou en granit rectifié est fixée le long de l’axe, un comparateur à cadran se déplace sur la surface, et l’opérateur lit l’écart à chaque station le long de la course.
Installation et procédure
La règle est supportée à ses points d’Airy (l’espacement qui minimise son propre fléchissement), le comparateur est mis à zéro à une extrémité, et les lectures sont prises à des intervalles fixes sur la longueur. Les chiffres sont reportés sous forme de courbe d’écart. La valeur crête à crête est l’erreur de rectitude.
Pour les contrôles sur un seul plan sur des glissières courtes — disons un mètre ou moins — la méthode est fiable, peu coûteuse et traçable. Nous la recommandons encore comme contrôle de cohérence sur les petits tours de précision et les fraiseuses d’outillage.
Les limites de cette méthode sur les longues glissières
Le problème commence lorsque la glissière devient plus longue que la règle. Une règle en granit de deux mètres pèse plus de 100 kilogrammes et son déplacement est un projet en soi. Un axe de quatre mètres ne peut pas être couvert en une seule installation, il faut donc repositionner la règle et raccorder les lectures, ce qui introduit sa propre erreur.
Il y a aussi le facteur humain. La lecture d’un comparateur à cadran dépend de la manière dont l’opérateur le positionne, de l’équerrage de la pointe du comparateur et de la manière dont l’opérateur interprète une aiguille qui ne s’arrête pas tout à fait de bouger. Deux techniciens mesurant le même axe avec le même équipement obtiendront des lectures qui diffèrent de quelques micromètres, ce qui est significatif lorsque la tolérance est de dix ou vingt micromètres sur toute la longueur.
Encombrante, lente, subjective. La règle de précision conserve sa place sur les axes courts, mais dès qu’une glissière s’allonge, les équipes de maintenance se tournent vers autre chose.
Méthode 2 : Autocollimateur
Un autocollimateur mesure de petits écarts angulaires d’une cible réfléchissante. Sur une glissière, un miroir est monté sur le chariot, l’autocollimateur reste fixe à une extrémité de l’axe, et à mesure que le chariot se déplace, l’inclinaison angulaire du miroir est enregistrée à des intervalles le long de la course. Ces lectures angulaires sont intégrées mathématiquement pour produire la courbe d’écart de rectitude.
Comment fonctionne la mesure de rectitude par autocollimateur
Le calcul est simple. Si vous connaissez l’inclinaison angulaire à chaque station et l’espacement entre les stations, vous pouvez reconstruire la trajectoire suivie par le chariot. L’autocollimateur ne mesure pas l’écart directement — il mesure la pente, et l’opérateur (ou le logiciel) convertit la pente en écart par l’étape d’intégration.
C’est cette conversion qui caractérise la méthode. Plus l’axe est long, plus vous mesurez de stations, et plus l’erreur accumulée par l’intégration peut être importante. Les autocollimateurs numériques modernes gèrent bien cela sur une machine stabilisée. Ils sont également entièrement optiques, il n’y a donc pas de pression de contact pour perturber le chariot.
Avantages et limites
Un autocollimateur va plus loin qu’une règle de précision, prend moins de place au sol et donne une lecture numérique plus nette. Pour un travail de rectitude pure sur une machine stable et entièrement assemblée, c’est un choix judicieux et de nombreux laboratoires d’étalonnage en utilisent encore un.
Les limites deviennent importantes lorsque le travail ne se résume pas à collecter des chiffres. Un autocollimateur n’indique pas naturellement à l’opérateur quoi faire ensuite. Les données sortent de l’instrument sous forme de tracé angulaire, et l’opérateur doit traduire cela en un ajustement en temps réel de la machine — généralement en arrêtant, en effectuant une correction, en relançant la mesure et en voyant si le tracé s’est amélioré. Lors d’une intervention de maintenance où l’objectif est de remettre rapidement une machine en conformité, cette boucle est coûteuse.
L’autocollimateur oblige également l’opérateur à une installation distincte pour tout autre paramètre — précision de positionnement, répétabilité, jeu. Chacun de ces contrôles est une tâche distincte avec son propre instrument. C’est cette fragmentation que la méthode suivante élimine.
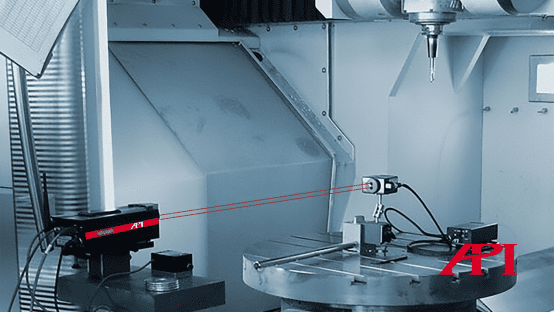
Méthode 3 : Mesure de rectitude par interféromètre laser (XD Laser-3D)
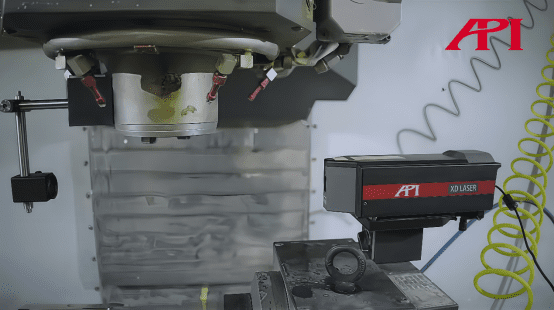
Un interféromètre laser est la norme moderne pour l’étalonnage des machines-outils. Une source laser établit un faisceau de référence, un rétroréflecteur monté sur le chariot renvoie le faisceau, et l’interféromètre mesure le changement de chemin optique lorsque le chariot se déplace. Cette mesure donne la précision de positionnement à environ 0,5 micromètre par mètre de course, ce qui est au moins un ordre de grandeur meilleur que les méthodes mécaniques.
L’API XD Laser-3D va plus loin en intégrant un détecteur de position (PSD) dans le réflecteur lui-même. Cela change ce que le système peut capturer en une seule installation.
Comment l’interféromètre équipé d’un PSD capture la rectitude en une seule installation
Un interféromètre laser linéaire standard ne mesure que le long de l’axe du faisceau. Il vous indique la distance parcourue par le chariot, et rien d’autre. Le PSD à l’intérieur du réflecteur du XD Laser-3D ajoute une seconde fonction. Lorsque le chariot se déplace le long de la glissière, tout écart par rapport à une trajectoire parfaitement droite décale la position d’atterrissage du faisceau sur le détecteur. Ce décalage est capturé comme une lecture de rectitude en temps réel.
Le résultat : les données de positionnement et de rectitude proviennent de la même passe. Les composants optiques ne changent pas entre les deux mesures. Cela seul supprime un cycle d’installation que les anciennes méthodes traitent comme deux tâches distinctes.
Rectitude verticale et horizontale en une seule passe
Le PSD est à deux axes. Lorsque le chariot se déplace, la rectitude verticale (écart de haut en bas par rapport à l’axe de mouvement) et la rectitude horizontale (écart latéral) sont enregistrées simultanément. La norme ISO 230-1 exige les deux plans pour une spécification de rectitude complète, et le XD Laser-3D fournit les deux sans faire pivoter les optiques ni repositionner le capteur.
Pour les glissières plus longues, c’est encore plus important. Sur un axe de portique de six mètres, l’approche conventionnelle est de deux passes pour la rectitude, plus une troisième pour le positionnement. Le XD Laser-3D collecte les trois en une seule passe. Le gain de temps est immédiat sur les travaux d’installation, où un constructeur étalonne une douzaine d’axes à la suite.
Observation de la rectitude en temps réel pendant l’ajustement de la machine
Installez le système, définissez deux points de référence au début et à la fin de la glissière, mettez à zéro les données de rectitude, et l’opérateur observe les valeurs en direct sur le contrôleur pendant que les ajustements sont effectués sur la machine. Ce dernier détail est ce que les techniciens de terrain remarquent en premier.
L’inspection de la rectitude existe rarement pour elle-même. Lors d’une intervention de maintenance, le rapport importe moins que de remettre la machine dans les tolérances avant le prochain quart de production. La fonction d’observation en temps réel transforme la mesure en un outil de guidage. Vous ajustez la fixation du rail ou la précharge des roulements tout en regardant la valeur de rectitude bouger, et vous vous arrêtez lorsque la valeur est dans les spécifications. C’est cette boucle de rétroaction que ni une règle de précision ni un autocollimateur ne vous donnent directement.
Règle de précision vs autocollimateur vs interféromètre laser
Une comparaison des trois méthodes sur les paramètres qui décident réellement laquelle utiliser.
| Critère | Règle de précision + comparateur | Autocollimateur | XD Laser-3D |
|---|---|---|---|
| — | — | — | — |
| Longueur de glissière pratique | Jusqu’à ~1 m | Jusqu’à ~30 m | Jusqu’à ~80 m |
| Précision (typique) | 5–10 µm/m | 1–2 µm/m | <1 µm/m |
| Vertical + horizontal en une passe | Non | Non (séquentiel) | Oui |
| Mesure du positionnement, de la répétabilité, du jeu | Non | Non | Oui (même installation) |
| Retour en temps réel pour l’ajustement | Lecture manuelle | Indirect | Oui |
| Dépendance des compétences de l’opérateur | Élevée | Moyenne | Faible |
| Temps d’installation sur un axe de 5 m | 30–60 min | 20–40 min | 10–15 min |
| Idéal pour | Axes courts de machines d’outillage, contrôles de cohérence sur le terrain | Machines stables et entièrement assemblées, travaux de laboratoire | Installation, maintenance, réétalonnage sur CNC de production |
La méthode la plus rapide n’est pas toujours la bonne. Un tour d’outillage est contrôlé avec une règle de précision parce que l’opérateur en a déjà une et que l’axe mesure un mètre. Un installateur de machines lourdes se tourne vers l’interféromètre laser parce que l’axe suivant mesure douze mètres et que le planning est serré. Adaptez l’outil à la tâche.
Quel outil est utilisé pour mesurer la rectitude ?
Trois outils, selon la situation :
- Une règle de précision avec un comparateur à cadran pour les axes courts et les contrôles rapides sur le terrain où la tolérance est large.
- Un autocollimateur pour les axes de longueur moyenne sur une machine stable où l’équipe a le temps de réaliser une installation optique complète.
- Un interféromètre laser avec un détecteur de position (le XD Laser-3D) pour tout ce qui concerne la longueur de la glissière, la précision ou la vitesse d’ajustement. C’est la solution par défaut sur les machines-outils CNC modernes.
Une machine à mesurer tridimensionnelle peut mesurer la rectitude d’une pièce finie, mais c’est l’outil inadapté pour une glissière, car la glissière est la trajectoire d’une masse en mouvement sous charge, et non la géométrie d’une pièce statique.

Au-delà de la rectitude : autres paramètres que le XD Laser capture en une seule installation
La raison pour laquelle les équipes de maintenance passent au XD Laser est rarement la rectitude seule. C’est ce qui vient avec la rectitude dans la même installation.
Précision de positionnement, répétabilité et jeu d’inversion
Un axe linéaire est spécifié par plus que sa rectitude. La précision de positionnement est la proximité entre la position commandée et la position réelle. La répétabilité est la constance avec laquelle l’axe revient à la même position commandée après plusieurs approches. Le jeu d’inversion (backlash) est le mouvement perdu lorsque l’axe inverse sa direction.
Ces trois paramètres sont capturés par le XD Laser-3D lors de la même passe qui mesure la rectitude. L’opérateur ne change pas d’optique, ne change pas de réflecteur, ne relance pas le programme. Un axe, une installation, quatre paramètres en sortie.
Pour les travaux d’installation, c’est important car les paramètres interagissent. Une glissière qui est droite mais qui a une mauvaise répétabilité indique un problème de précharge des roulements. Une glissière qui se répète bien mais qui présente une erreur de positionnement indique un problème de compensation de la vis à billes. Les mesurer ensemble rend le diagnostic évident.
Aller plus loin : XD-6D pour X, Y, Z, lacet, tangage et roulis
Le XD Laser-3D gère les axes linéaires. Le XD-6D de la même famille de produits mesure six paramètres à la fois sur le même axe : position linéaire, deux directions de rectitude et trois erreurs de rotation (lacet, tangage et roulis). Sur un centre d’usinage cinq axes, cela compresse ce qui était auparavant six installations distinctes en une seule. API a mesuré sur le terrain une efficacité d’inspection environ cinq fois supérieure à celle d’un flux de travail avec un interféromètre conventionnel.
La capacité 6D est ce qui transforme la gamme XD Laser d’un instrument d’étalonnage en une plateforme de performance machine. La même famille d’optiques convient aux travaux d’installation, de maintenance, de réétalonnage et de certification.
Quand réétalonner : installation, maintenance et contrôles périodiques
Trois moments exigent un contrôle de rectitude.
Le premier est l’installation. Chaque nouvelle machine arrive avec les effets du transport sur ses roulements et ses pieds de montage. La rectitude est vérifiée avant que la machine n’accepte sa première pièce de production. C’est le moment où l’interféromètre laser se rentabilise le plus rapidement, car le constructeur passe d’un axe à l’autre avec un planning serré et tout temps d’installation gagné se cumule.
Le deuxième est la maintenance ou la réparation après une collision. Une collision de broche ou un arrêt brutal peut déplacer une glissière de plusieurs dizaines de micromètres. Après tout incident suffisamment grave pour déclencher une erreur, la rectitude est de nouveau sur la liste des contrôles avant que la machine ne retourne en production. Le retour d’information en temps réel pour l’ajustement est ici plus important qu’à tout autre moment. L’objectif est de remettre la machine en conformité rapidement, pas seulement de documenter où elle se trouve.
Le troisième est le réétalonnage périodique. L’ISO 230-1 recommande des contrôles annuels pour les CNC de production. Pour les travaux de haute précision ou pour les machines fonctionnant en trois-huit, des contrôles plus fréquents sont judicieux. De nombreux clients d’API associent l’inspection XD Laser-3D à un certificat d’étalonnage accrédité ISO 17025 pour la traçabilité.
Si votre calendrier de maintenance n’inclut pas actuellement la rectitude comme un contrôle périodique documenté, c’est la première chose à y ajouter. Le coût de la détection précoce d’une dérive est bien inférieur au coût de la mise au rebut de pièces parce que personne n’a vu le rail bouger.
Foire aux questions
Comment mesure-t-on la rectitude ?
La rectitude est mesurée en comparant la trajectoire d’un élément à une référence de rectitude connue. Sur les machines-outils, trois méthodes sont reconnues : une règle de précision avec un comparateur à cadran pour les glissières courtes, un autocollimateur qui mesure l’écart angulaire le long de l’axe, et un interféromètre laser avec un détecteur de position qui capture la rectitude dans les plans vertical et horizontal en une seule passe.
Comment vérifier la rectitude d’un arbre ?
Un arbre est contrôlé en le montant entre pointes ou sur des vés et en le faisant tourner contre un comparateur à cadran. Le faux-rond total indique l’écart. Pour une plus grande précision ou des arbres plus longs, un système laser mesure directement l’axe central sans la pression de contact qui peut fausser la lecture d’un comparateur à cadran.
Quelle est la norme ISO pour la rectitude ?
Les tolérances générales de rectitude pour les pièces finies relèvent de la norme ISO 2768-2. Pour les machines-outils spécifiquement, la norme ISO 230-1 définit les essais de précision géométrique pour les axes de mouvement, y compris la rectitude des axes linéaires dans les plans vertical et horizontal.
Quelle est la précision d’un interféromètre laser pour la mesure de glissières ?
Un interféromètre laser moderne mesure le positionnement linéaire à environ 0,5 micromètre par mètre de course. Avec un détecteur de position intégré, le canal de rectitude a généralement une résolution d’environ 1 micromètre sur les longueurs de glissière standard, ce qui est bien en deçà des tolérances de la plupart des fabricants de machines-outils.
Le XD Laser-3D peut-il remplacer un autocollimateur ?
Pour la plupart des travaux d’installation et d’ajustement de machines-outils, oui. Le XD Laser-3D capture les mêmes données de rectitude verticale et horizontale qu’un autocollimateur, tout en mesurant le positionnement, la répétabilité et le jeu dans la même installation. Les autocollimateurs ont encore des utilisations de niche dans l’alignement optique, mais sur un axe de machine-outil, l’interféromètre laser couvre le travail plus rapidement.

Prochaine étape : Parlez à un métrologue API
Si vous planifiez une installation, remettez en service une machine après une maintenance ou élaborez un programme de réétalonnage, un métrologue API peut vous aider à définir l’approche adaptée à vos axes et à vos objectifs de tolérance. Pour en savoir plus, contactez un métrologue API ou consultez directement la page de l’interféromètre laser XD Laser-3D.










