



Warum ein Ofen dieser Größe schwer in der Spezifikation zu halten ist
Rotierende Reaktionsöfen sind keine neue Technologie, doch die Anforderungen an sie haben sich verändert. Strengere Umweltvorgaben, höhere Erwartungen an die Prozesseffizienz und engere Qualitätsanforderungen zwingen Hersteller dazu, solche Anlagen während Fertigung und Installation deutlich genauer zu kontrollieren.
Bei einem sehr großen Ofen wird diese Aufgabe schnell komplex. In diesem Fall handelte es sich um eine Anlage der 10.000-Tonnen-Klasse mit einer Länge von mehr als 60 Metern. In dieser Größenordnung kann schon eine vergleichsweise kleine Ausrichtungsabweichung zu einem ernsthaften Installationsproblem werden.
Was gemessen werden musste
Der Ofenkörper wurde in drei Segmenten von jeweils rund 20 Metern Länge gefertigt und anschließend während der Installation verbunden. Das Team musste daher sowohl die Genauigkeit jedes einzelnen Segments als auch die Passgenauigkeit beim Zusammenbau vor Ort kontrollieren.
Der Messplan musste drei zentrale Prüfungen abdecken:
- Koaxialität zwischen den Mittelpunkten der Stirnflächen jedes zylindrischen Segments.
- Rechtwinkligkeit zwischen den Stirnflächen und der Hauptachse des Ofens.
- Echtzeitführung für die Ausrichtung während des Zusammenfügens, während der Gesamtmessfehler über den gesamten 60-Meter-Prozess bei 1,5 mm oder weniger gehalten werden musste.
Warum der Radian die richtige Wahl war
Diese Anwendung ist genau der Bereich, in dem der API Radian Laser Tracker einen klaren Vorteil bietet. Große optische Messmittel wie Theodolite und Totalstationen können die erforderliche Größe abdecken, benötigen jedoch mehr Arbeitsraum und hängen stärker von Aufbau und Bedienertechnik ab. Photogrammetrie und optisches Scanning können zwar schnell sein, doch die geforderte Genauigkeit über eine so große Messspanne stabil zu halten, ist deutlich schwieriger.
Der Radian bot dem Team ein besseres Gleichgewicht aus Reichweite, Genauigkeit und praktikablem Arbeitsablauf. Er misst mit Mikrometerpräzision, deckt Arbeitsvolumen von mehr als 160 Metern Durchmesser ab und lässt sich auch in beengten oder ungünstigen Umgebungen ohne aufwendigen Aufbau einsetzen. Ebenso wichtig: Die Messdaten werden so erfasst und verarbeitet, dass bedienerbedingte Schwankungen reduziert werden.

Wie der Messablauf funktionierte
Während der Segmentfertigung wurde der Tracker nahe am Werkstück positioniert und mit einer SMR-Zielkugel eingesetzt. Sobald der Bediener die erforderlichen Punkte antastete, erfasste das System die 3D-Koordinaten und übergab sie direkt an die Software. Auf dieser Grundlage konnte das Team Linien, Ebenen und weitere Referenzgeometrien erstellen, um die geforderten Toleranzen zu bewerten.
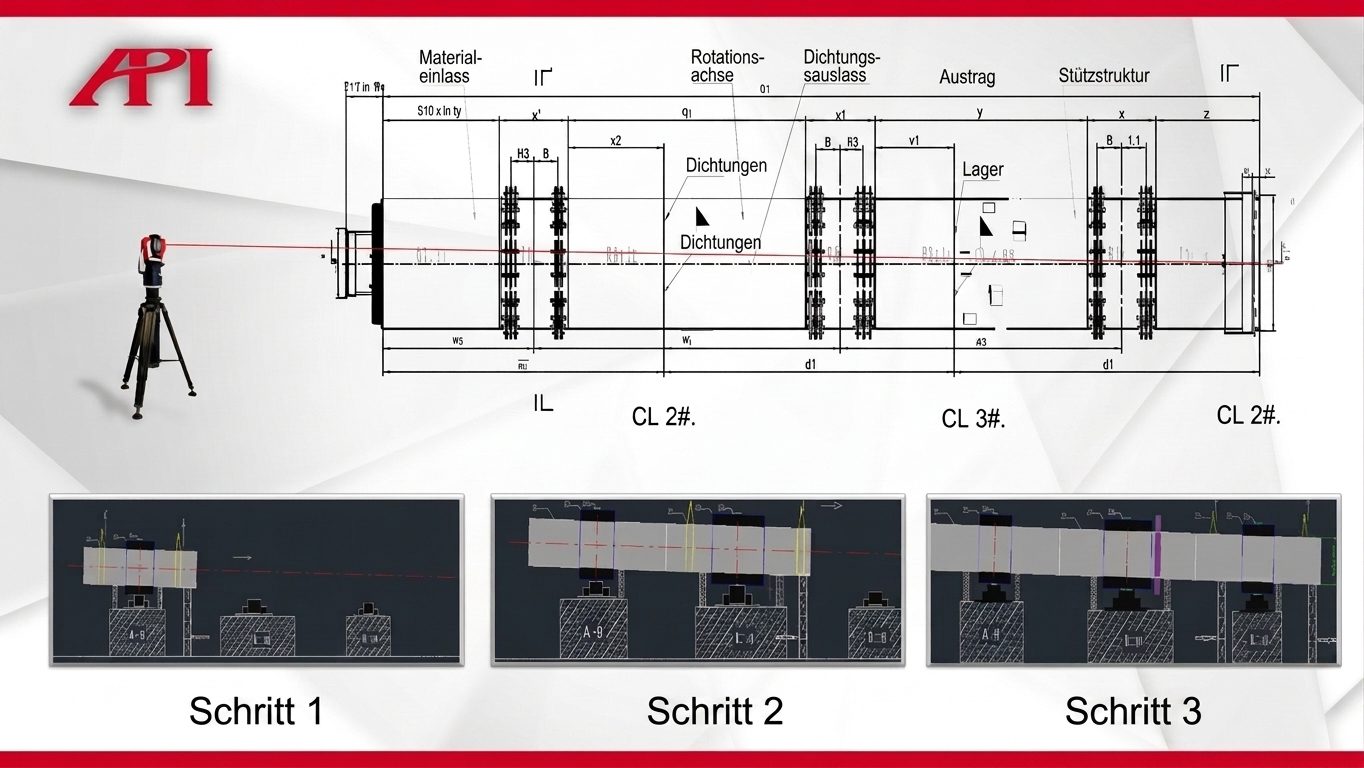
Während der Installation legte das Team aus den Bedingungen vor Ort eine Referenzachse fest und nutzte anschließend das Echtzeit-Feedback des Trackers, um jedes Ofensegment in die richtige Position zu führen. Statt nach Gefühl auszurichten und erst danach zu prüfen, konnten die Techniker live anhand gemessener Daten nachjustieren, bis die installierte Position die geforderte Norm erfüllte.

Warum das bei realen Projekten wichtig ist
Bei einem Projekt dieser Art ist die Messung nicht nur ein Qualitätsnachweis. Sie beeinflusst direkt, ob ein massives System effizient montiert werden kann und ob es nach der Inbetriebnahme wie vorgesehen funktioniert.
Genau hier veränderte der Radian-Workflow den Ablauf. Er gab dem Team eine praktische Möglichkeit, die Geometrie während der Fertigung zu prüfen, die Ausrichtung während der Installation zu steuern und den gesamten 60-Meter-Prozess im vorgesehenen Messfehlerbudget zu halten.

Das Wesentliche
Bei sehr großen rotierenden Reaktionsöfen besteht die Herausforderung nicht nur darin, Daten zu erfassen. Entscheidend ist, die richtigen Daten schnell genug, genau genug und auf eine Weise zu erfassen, die unter realen Fertigungs- und Installationsbedingungen funktioniert. Der API Radian Laser Tracker gab dem Team diese Fähigkeit und half dabei, eine schwierige großformatige Ausrichtungsaufgabe in einen kontrollierbaren Prozess zu verwandeln.
Weitere Informationen zur 3D-Inspektion großer rotierender Reaktionsöfen erhalten Sie, wenn Sie API Metrology kontaktieren.










