



Wenn Vorrichtungen driften, spürt es die Produktion sofort
In der Automobilfertigung halten Vorrichtungen und Lehren Bauteile nicht nur fest. Sie bestimmen die Geometrie, die später über Passung, Spaltmaß, Bündigkeit und einen sauberen Montageablauf entscheidet. Sobald eine Vorrichtung aus ihrer Soll-Lage gerät, tauchen Qualitätsprobleme und Nacharbeit sehr schnell auf.
Das Problem ist, dass viele klassische Prüfmethoden nicht zum Takt der Produktion passen. Eine große Vorrichtung in einen Messraum zu bringen kostet Zeit, erzeugt zusätzlichen Handhabungsaufwand und unterbricht den Ablauf. Portable Messarme lassen sich zwar leichter an die Linie bringen, stoßen aber bei großem Arbeitsvolumen oder häufigem Umsetzen schnell an praktische Grenzen.

Warum der Radian Laser Tracker zu dieser Aufgabe passt
Genau hier spielt der API Radian Laser Tracker seine Stärken aus. In unmittelbarer Nähe zur Vorrichtung aufgebaut, erfasst er 3D-Punkte schnell und präzise über ein großes Volumen. Noch wichtiger ist die Echtzeitrückmeldung, die aus einer mechanischen Justage einen geführten Prozess macht statt einer Schleife aus Messen, Nachstellen und erneutem Prüfen.
Die Aufgabe: Positionierpins prüfen und die Justage führen
In dieser Fallstudie setzte das Team einen Radian Laser Tracker ein, um eine Automobil-Montagevorrichtung zu prüfen. Die Messziele waren klar, aber in der Umsetzung anspruchsvoll:
- Die Lage der Referenzpins mit einer Genauigkeit besser als 0,1 mm verifizieren.
- Die gemessenen Ergebnisse mit dem CAD-Modell vergleichen und die Justage in Echtzeit führen.
So wurde das Messsetup aufgebaut
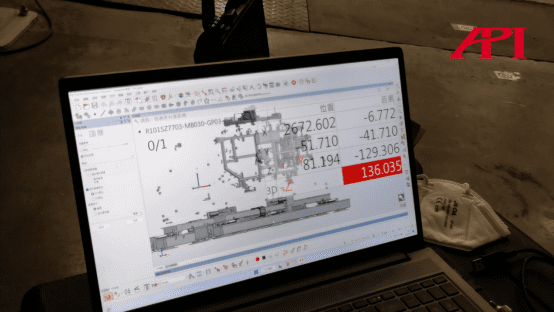
Der Tracker wurde an einer praktischen Position rund um die Vorrichtung aufgestellt und mit einem Laptop verbunden, auf dem die Messsoftware lief.
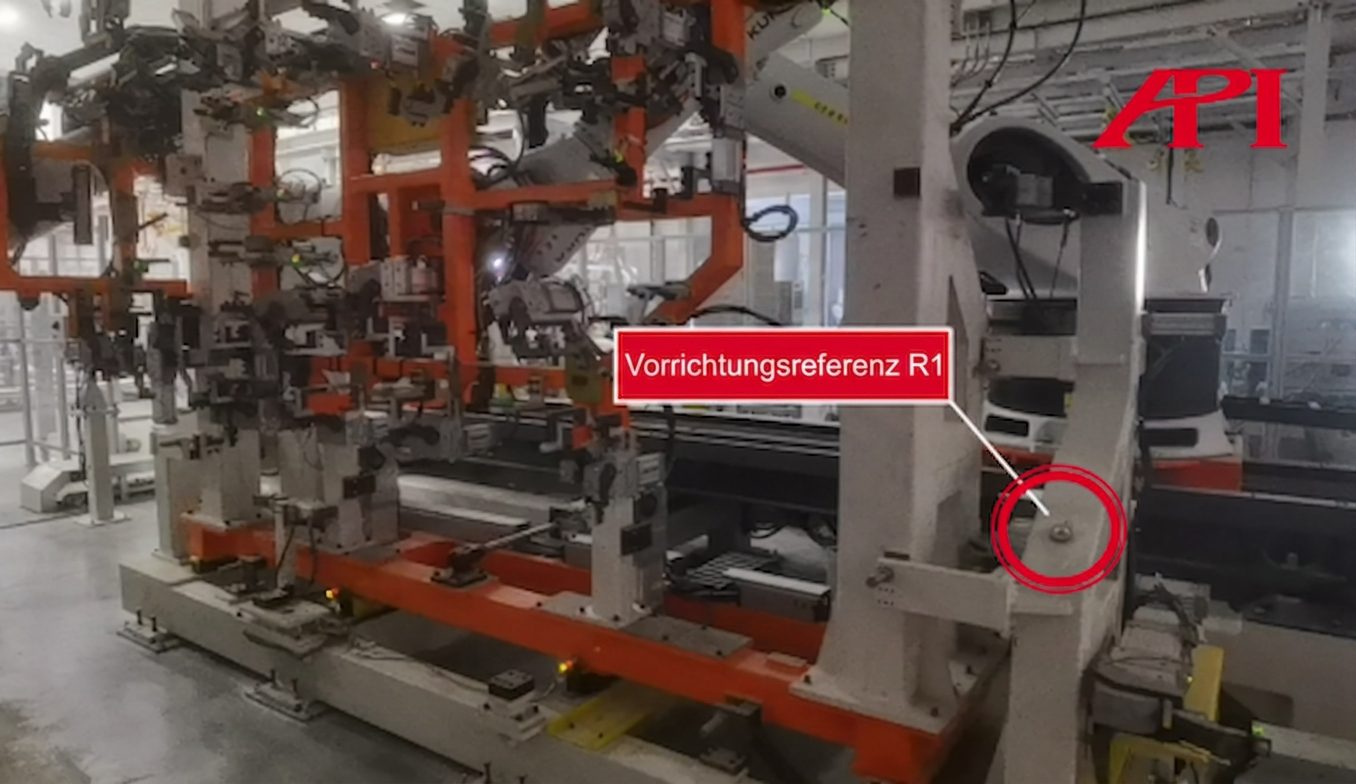
Um alles auf das richtige Koordinatensystem zu beziehen, maß der Bediener zunächst vier Referenzpunkte an der Vorrichtung ein. Sobald dieses Bezugssystem stand, konnte das CAD-Modell geladen werden und die Punktprüfungen direkt gegen die Nominalgeometrie laufen.

Punkte erfassen und die Prüfung aufbauen
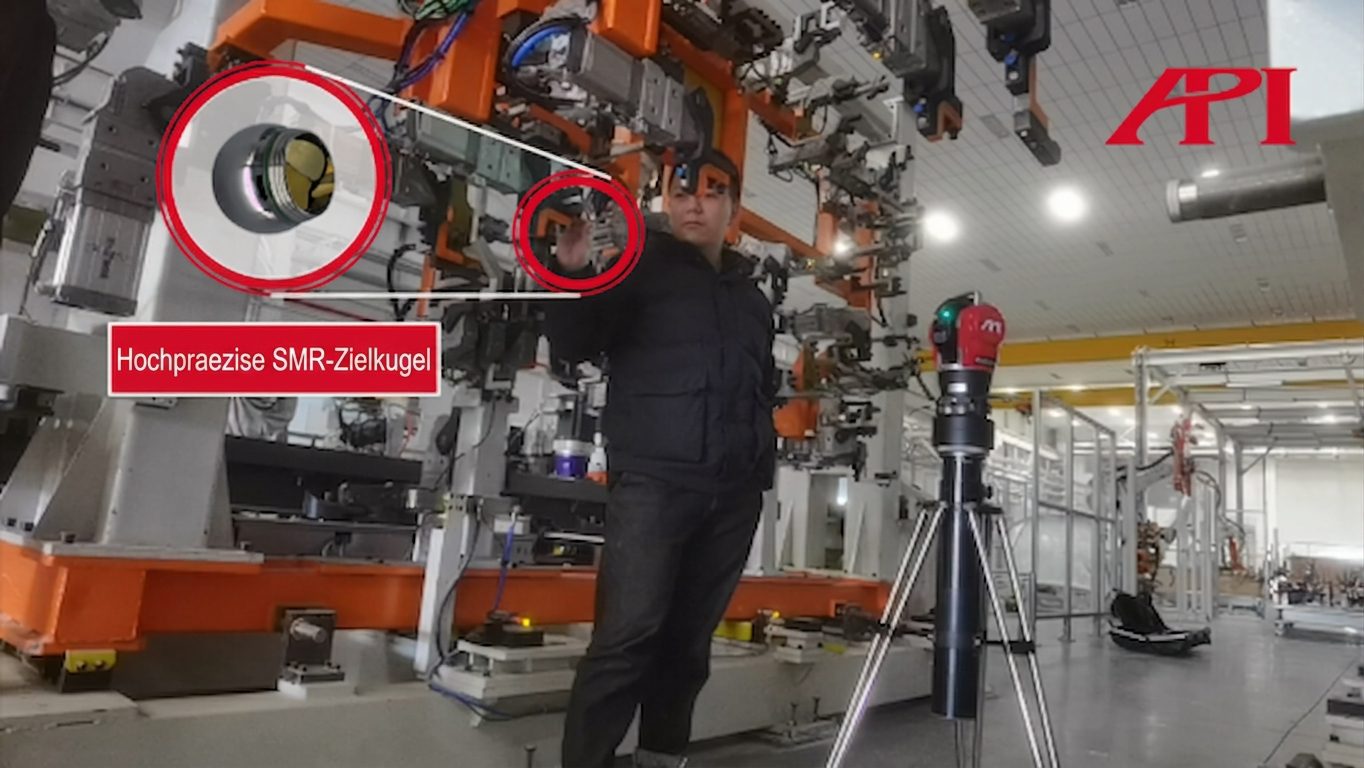
Mit einer SMR-Zielkugel tastete der Bediener die erforderlichen Punkte an der Vorrichtung an und schrieb deren 3D-Koordinaten direkt in die Software. Aus diesen Punkten lassen sich Linien und Ebenen aufbauen, Abweichungen zum CAD berechnen und belastbare Prüfberichte erzeugen.
Verdeckte Punkte mit der vProbe messen
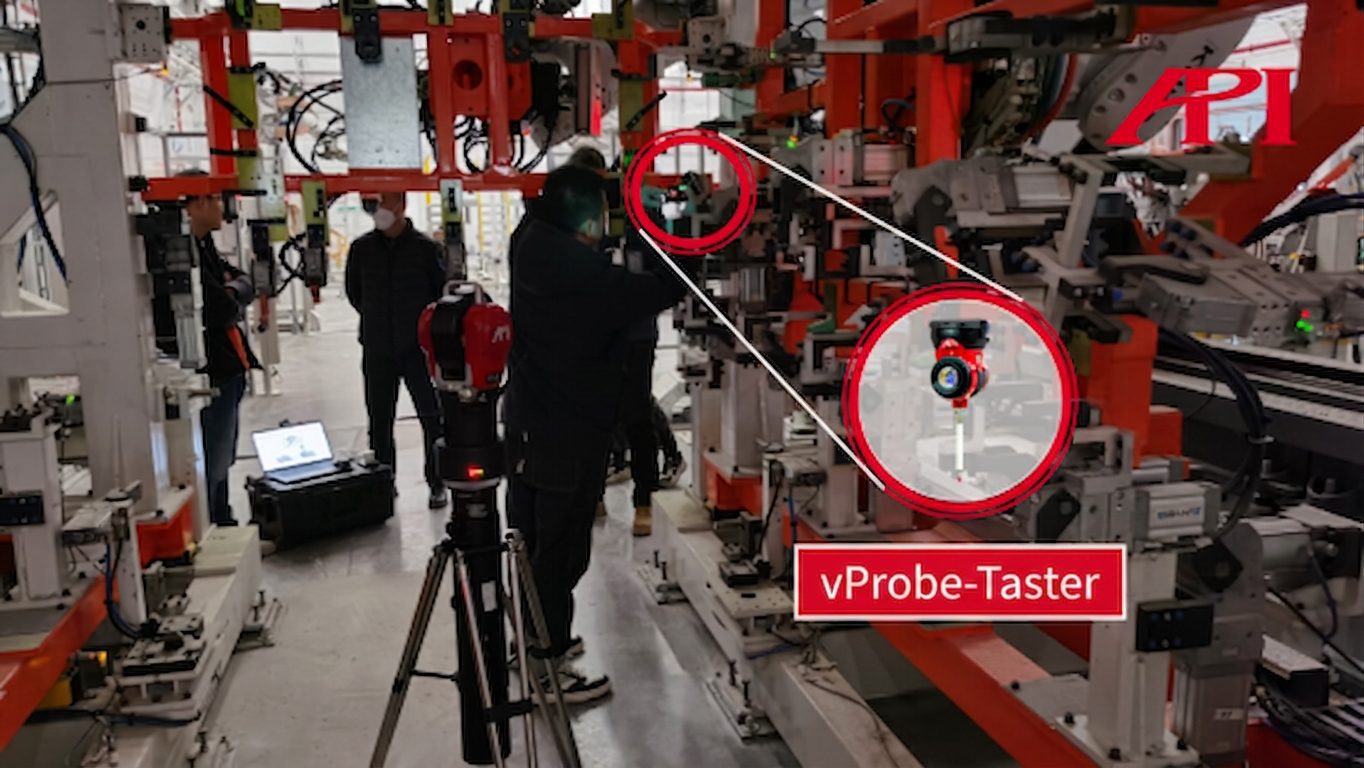
Vorrichtungen enthalten oft tiefe Bohrungen oder verdeckte Merkmale, die mit einer Standardzielkugel nur schwer erreichbar sind. Für diese Punkte kam die vProbe zum Einsatz, die speziell für die Messung verdeckter Punkte ausgelegt ist.
Justage mit Echtzeitführung
Statt zu messen, grob nachzustellen und später erneut zu kontrollieren, liefert der Tracker eine direkte Koordinatenführung in Echtzeit. Während die Vorrichtung justiert wird, sieht der Bediener die Lage live und kann die Korrektur deutlich effizienter ausführen.
Das wichtigste Ergebnis
Der eigentliche Vorteil liegt hier nicht nur in der Genauigkeit. Entscheidend ist ein Workflow, der zur Linie passt: schneller Aufbau, konsistente Punkterfassung und unmittelbares Feedback gegenüber dem CAD-Modell. In dieser Anwendung half der Radian Laser Tracker dabei, Referenzpins sicher zu prüfen und die Justage zu führen, ohne die Vorrichtung unnötig aus dem Prozess zu nehmen.
Weitere Tracker-Optionen im Portfolio
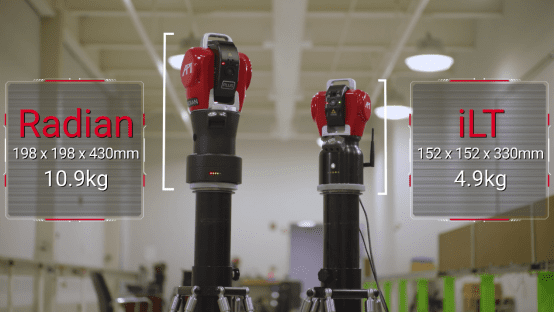
Ergänzend zur Radian-Reihe bietet API auch den iLT Laser Tracker für Teams an, die maximale Portabilität und einen vollständig kabellosen Betrieb priorisieren.

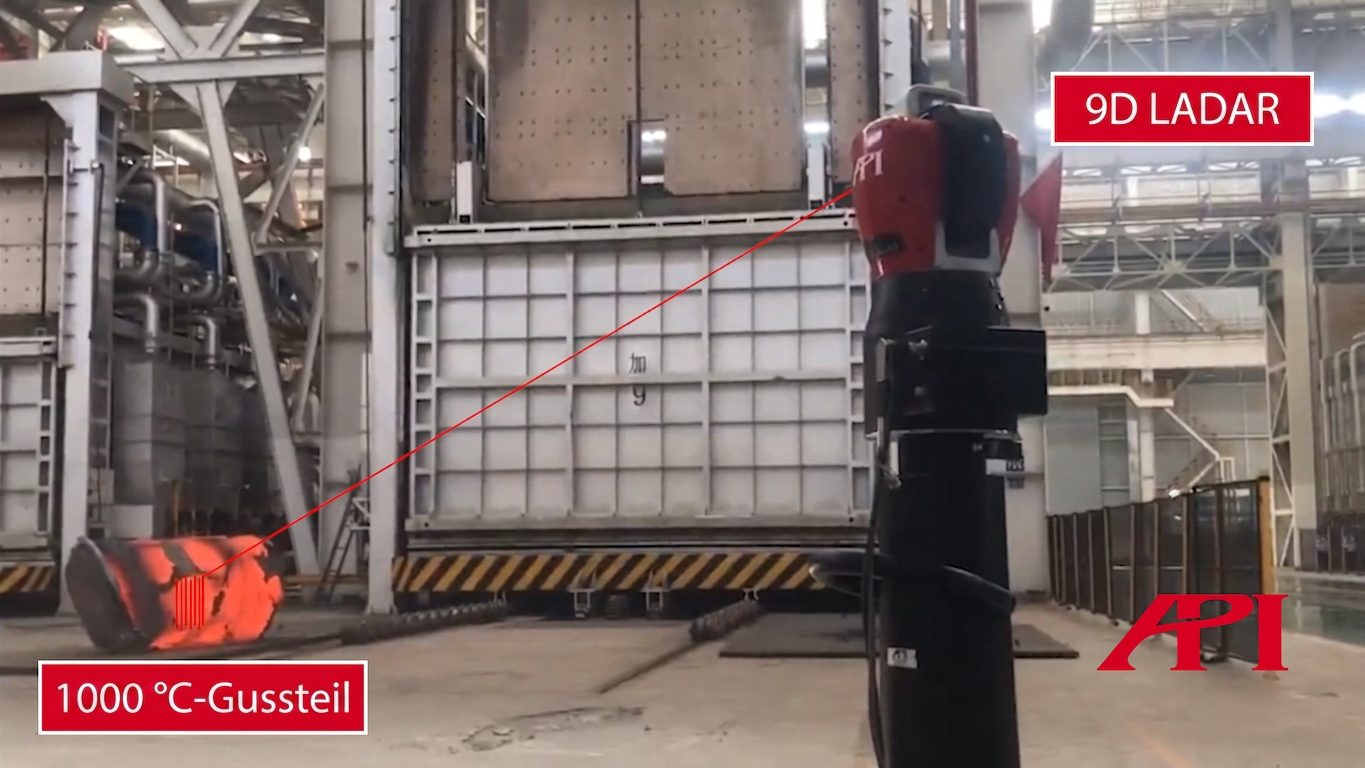
Für berührungslose Anwendungen bietet API außerdem 9D-LADAR-Systeme, die Punktwolken schnell für anspruchsvolle Prüfabläufe erfassen können.
Wenn Sie mehr über die Prüfung und Justage von Automobilvorrichtungen erfahren möchten, kontaktieren Sie noch heute einen API-Metrologen.










