API Services, Radian Inspect and Calibrate High Precision Ultrasonic Flaw Detection System
MSP Provides Complete Analysis for X, Y, Z, A, B and W Axes in Simple, One Day Process
Ultrasonic flaw detection is the process of sending high frequency sound waves through a material to reflect hidden cracks, voids, or other internal deformities inside metal, plastics, or other composites. This data is essential for ensuring the integrity of manufacturing materials both before and after the machining process. And when a leading R&D center in China was installing a new detection system, they contracted API Services to come onsite and verify the system’s axial accuracies. Using the Radian Pro Laser Tracker, the experienced team of API Services’ metrologists was able to:
- Inspect, compensate, and verify the X, Y, Z, A, B, and W Axes
- Correct errors up to .51 mm in the X axis
- Complete all measurements, including operation speed and acceleration, in just a few hours
R&D centers in precise heavy manufacturing industries for materials processing and testing provide component manufacturing process R&D and key parts testing services for various manufacturing industries, like aeronautics and astronautics. The related parts or components include, are but not limited to: cold/hot rolled aluminum parts, plates, titanium rods, composites, honeycomb structures, rotors, blades, and specially cast and forged parts.
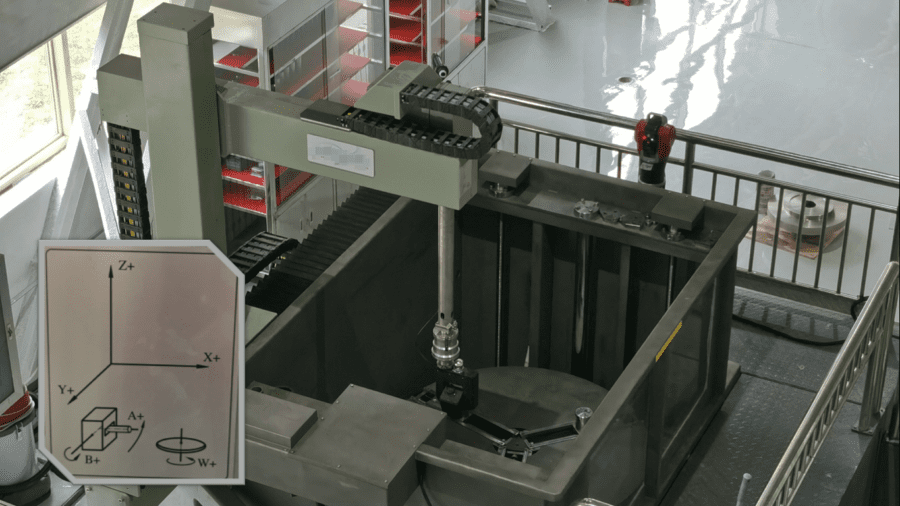
One of these companies, located in China, uses a six-axis high-precision ultrasonic flaw detection system with rotating shaft and turntable for internal flaw detection of parts in design or production. Before this ultrasonic flaw detection system could be put into use, it needed to be well inspected and calibrated to ensure that its data can verify part accuracy and integrity. And to perform this inspection and calibration, they contacted API Services.
To perform this inspection and calibration, the expert team of metrologists at API Services worked with the customer to determine the following requirements:
1) Inspect, compensate and verify the positioning accuracy of X, Y, Z, A, B and W axes of the system;
2) Ensure the comprehensive accuracy of the system within 0.2 mm;
3) Check and verify the operation speed and acceleration of the X, Y, Z, A, B and W axes of the system.
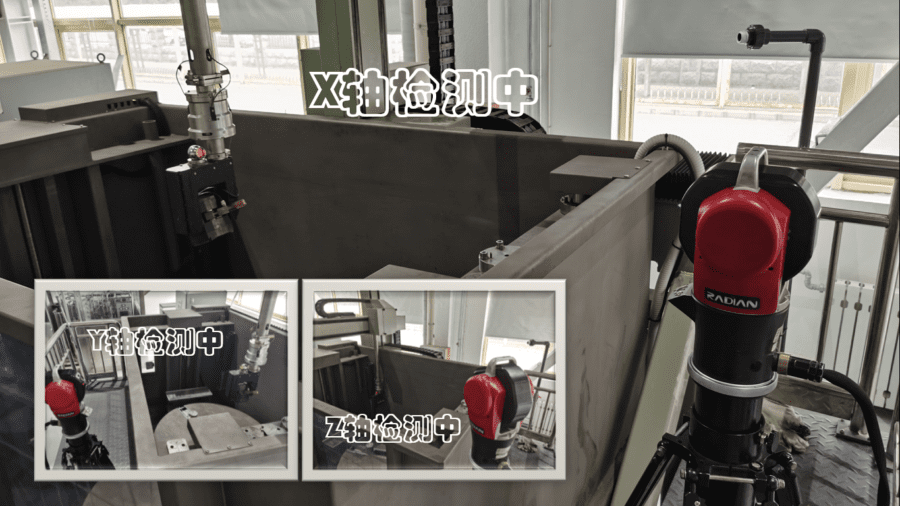
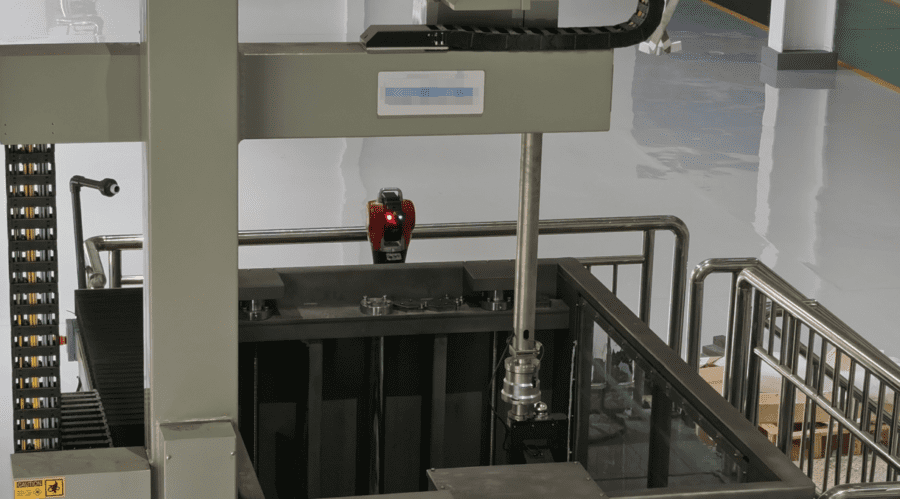
To meet the center’s strict tolerances, API Services selected the Radian Pro Laser Tracker with a 1.5″ high precision SMR for the measurements. Then onsite, API’s Application Engineer set up Radian Pro beside the ultrasonic flaw detection system. Then the SMR was fixed on the ultrasonic system’s spindle for the acquisition and feedback of spindle position data. During the measurement, the spindle moved along the X, Y, and Z axes, allowing Radian to collect data at various points throughout its pathway.
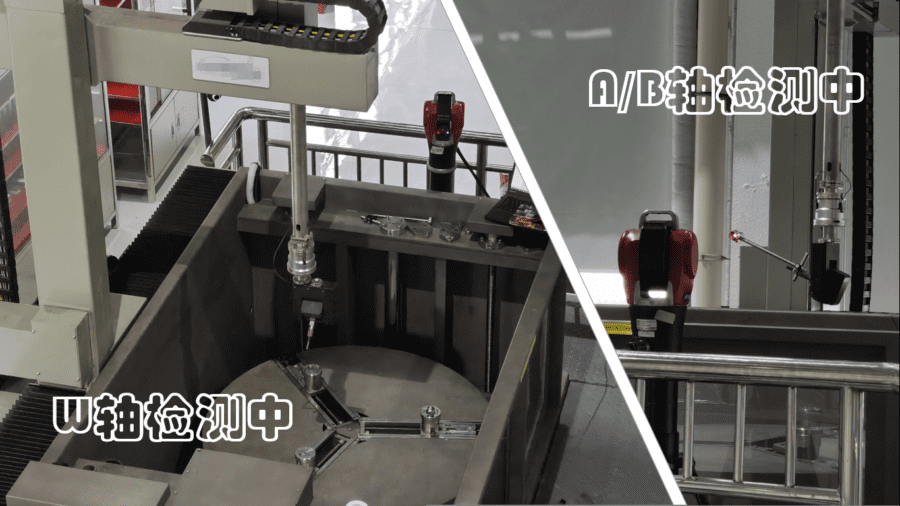
To inspect the A and B axes, API used a precision mount to fix the SMR on the A and B axes’ motion mechanism. Then, the machine was set to move the spindle along A and B axes clockwise and counterclockwise. Similarly, to measure the W axis, the SMR was fixed to the turntable, and then the turntable was rotated. Throughout its rotation, Radian collected and recorded data at key positions to compare to reference materials.
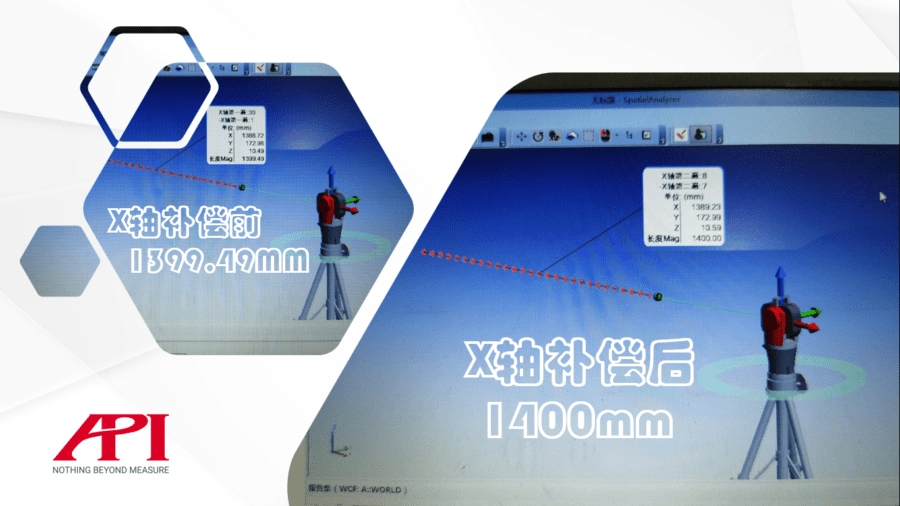
Using Radian’s collected data in the software, API then generated deviation values by comparing the collected data and the nominal value and compensating the system. Once the compensation was complete, API performed another measurement to verify the system’s new performance. For example, as shown below in picture 5, the nominal X axis length value was 1400mm, but the actual value before compensation was 1399.49mm. API was able to compensate 0.51mm error deviation in that axis. During the verification measurement, the actual X value was the same as its nominal value.
Finally, to measure the spindle’s speed and acceleration, API only needed to fix the SMR on the spindle, and move the spindle continuously in one direction, while Radian continuously collected and recorded data points. By analyzing the position and time data of each point, the software could automatically produce speed and acceleration values in units of time as small as 1 millisecond.
Radian Pro’s measurement accuracy, stable working performance, and efficient data collection allowed the whole process of inspection, calibration, and verification to be completed in just hours, fulfilling all the center’s accuracy requirements. Radian Pro is integrated with an Interferometer (IFM) laser, which is standard for length measurement, with extremely high measurement accuracy. The production of API’s precision SMRs is based on an exact manufacturing process. The centering accuracy is extremely high, but they are also easy to operate. Radian Pro and high precision SMRs were able to fully meet the accuracy requirements of this measurement.
“It is very important for us to use ultrasonic flaw detection to inspect workpieces,” said Mr. Wang, the head of the Inspection and Testing department. “We are grateful to API for providing us with such an advanced measurement method to efficiently and objectively evaluate the accuracy of our system.”
API Services delivered precision and efficiency, and the center decided to negotiate a long-term partnership with API. The deal expanded API Services’ scope of work to include: heavy precision components testing, testing and calibration of machine tool and measuring facilities, and production equipment positioning.
API’s advanced precision measurement technology has been bringing accurate measurement solutions to customers around the globe for more than 30 years, and their world-class Services team is standing by to support your metrology needs