


The Problem: Big Housing, Tight Alignment
Large motor housings do not leave much room for guesswork. Mounting holes, bearing seats, and other critical features all need to share the correct centerline relationship. If the housing is out of coaxial alignment, the motor can pay for it later through vibration, premature bearing wear, difficult assembly, and reduced operating efficiency.
That makes coaxiality inspection a high-value check, but on a large housing, the measurement method matters just as much as the tolerance.
Why a CMM Is Not Always the Practical Answer
For small motor housings, a coordinate measuring machine can be a good fit. For a large motor housing, the workflow gets expensive fast. The part has to fit on a large enough CMM, the inspection room has to support the required accuracy, and the housing often needs to sit in a stable environment before measurement begins.
That means heavy handling, extra waiting time, and repeated loading and unloading. When the part itself is the hard thing to move, it is usually smarter to bring the measurement system to the part.

The API Laser Tracker Approach
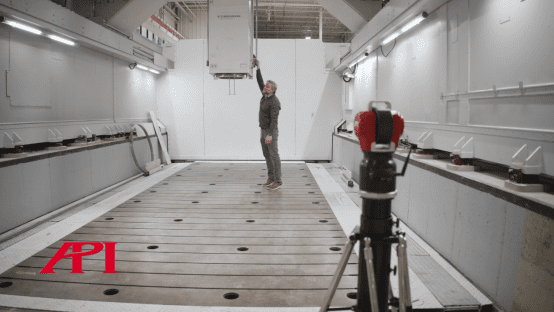
The API Radian Pro laser tracker gives measurement teams a portable way to inspect large, high-precision components directly on the shop floor. Instead of moving the motor housing to the measuring system, the tracker is positioned around the housing where it can see the required features.
The operator uses a precision target sphere with a built-in prism. The tracker locks onto the target, follows it through the measurement volume, and sends high-accuracy point data into the inspection software. From there, the software can build cylinders, axes, planes, and other geometry, then compare the measured results against the nominal design.

The Case: 0.18 mm Coaxiality Tolerance
In this application, API measurement service engineers used a Radian Pro laser tracker to inspect the coaxiality of a large motor housing with a required tolerance of 0.18 mm.
The Radian Pro was a strong fit because it combines long-range portability with high-accuracy measurement performance. Its IFM and ADM laser systems support traceable measurement, while the tracker setup keeps the workflow practical for a large workpiece that would be inconvenient to move.

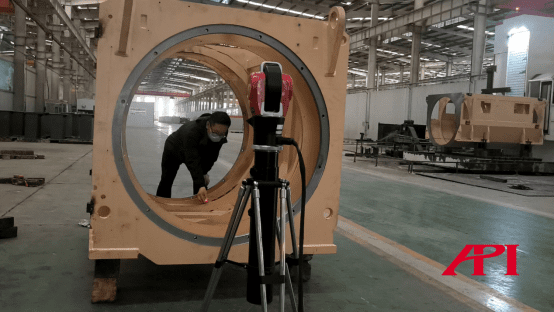
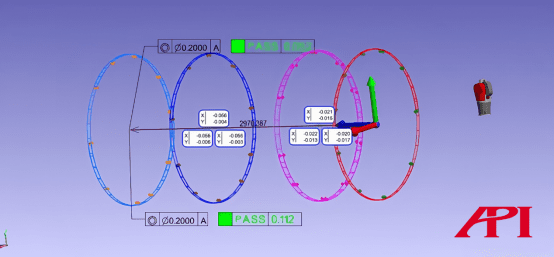
The inspection workflow was direct. The engineer positioned the Radian Pro near the housing, connected it to the measurement software, and collected point data at four coaxiality evaluation locations. The software used those points to construct cylinders at each location, calculate the cylinder axes, and compare each axis to the reference axis.
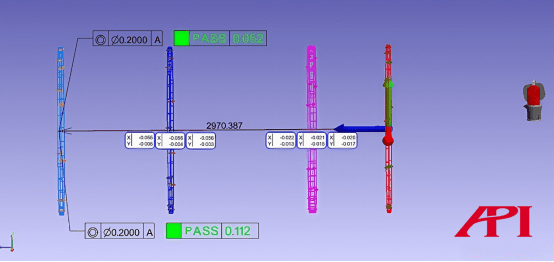
From setup through reporting, the full process took about 30 minutes. For a large component that would otherwise require CMM handling, stabilization time, and a more controlled inspection environment, that is a major improvement in inspection efficiency.
More Ways to Measure Large Parts
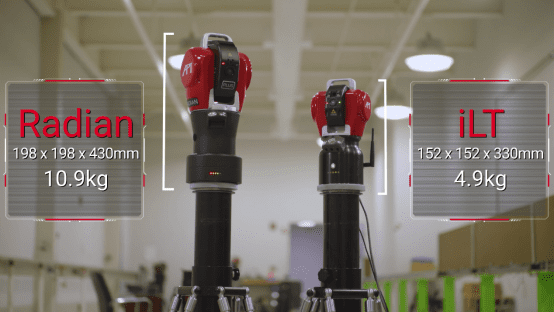
The Radian Pro was the right tool for this case, but API’s measurement platform gives teams more than one option. Radian Plus and Radian Core support high-accuracy measurement with battery power and wireless data transfer. The iLT laser tracker goes even further on portability, with a compact fully wireless design that works well for field service, tight spaces, outdoor inspection, and integrated measurement systems.
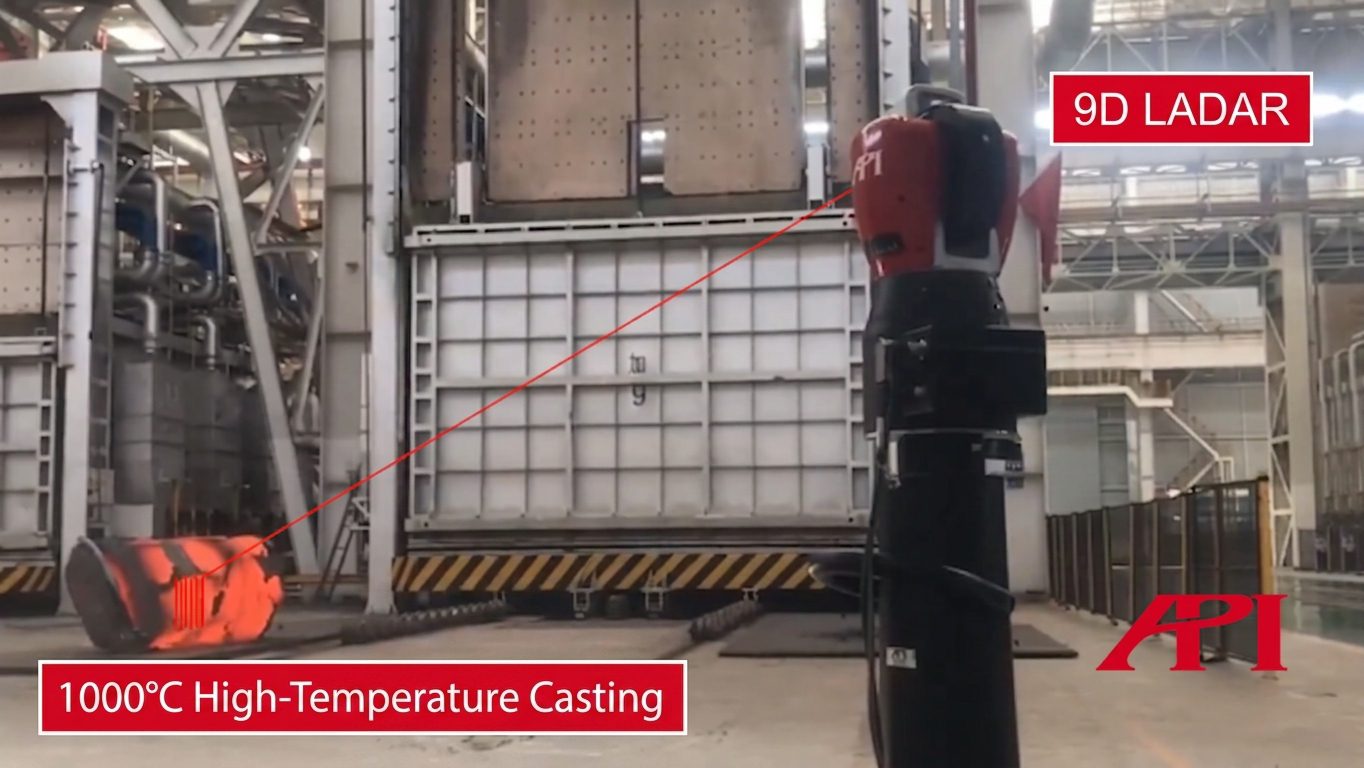
For applications where contact measurement is not ideal, API’s 9D LADAR adds non-contact 3D measurement with micron-level accuracy. It can capture point cloud data at high speed without a cooperative target, making it useful for demanding industrial measurement problems where speed, access, and temperature can all become constraints.
For more information on large motor housing coaxiality inspection, contact an API metrologist today.










