



Why a Furnace This Big Is Hard to Keep on Spec
Rotary reaction furnaces are not new technology, but the demands placed on them have changed. Tighter environmental rules, higher expectations for process efficiency, and stricter product-quality requirements all push manufacturers to hold these systems to a much higher standard during both fabrication and installation.
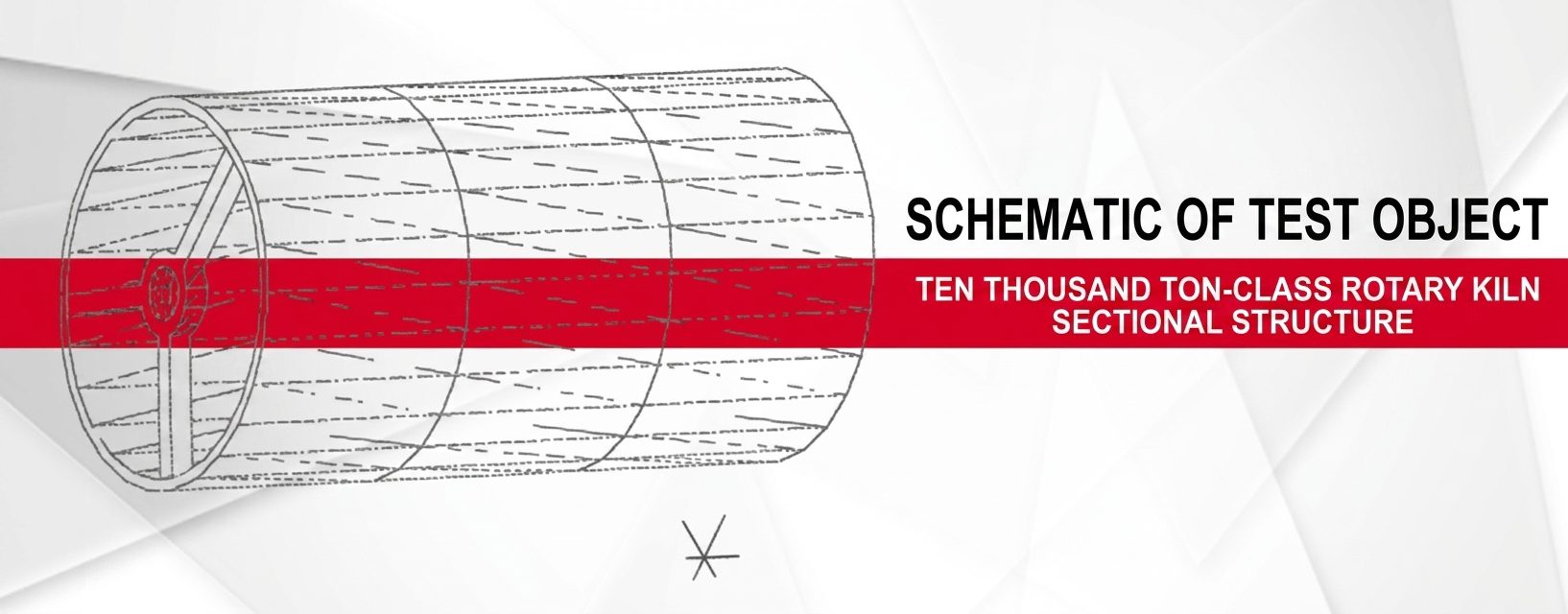
That gets complicated fast when the furnace itself is huge. In this case, the unit was in the 10,000-ton class and more than 60 meters long. At that size, even a relatively small alignment problem can turn into a serious installation issue.
What Had To Be Measured
The furnace body was manufactured in three sections of roughly 20 meters each, then joined together during installation. That meant the team had to control both the accuracy of each section and the fit-up accuracy when those sections came together on site.
The measurement plan had to cover three core checks:
1. Coaxiality between the center points of each cylindrical section’s end faces. 2. Perpendicularity between the end faces and the main furnace axis. 3. Real-time alignment guidance during fit-up while holding total measurement error across the full 60-meter process to 1.5 mm or less.
Why the Radian Was the Right Fit
This is the kind of job where the API Radian laser tracker has a clear advantage. Large optical tools such as theodolites and total stations can cover the size, but they demand more working room and rely more heavily on operator setup and technique. Photogrammetry and optical scanning can move quickly, but maintaining the required precision across a range this large is much harder.
The Radian gave the team a better balance of range, accuracy, and workflow. It can measure at micron-level precision, cover work volumes beyond 160 meters in diameter, and operate in tighter, less convenient spaces without forcing a cumbersome setup. Just as important, it captures and processes the measurement data in a way that reduces operator-driven variability.

How the Measurement Workflow Worked
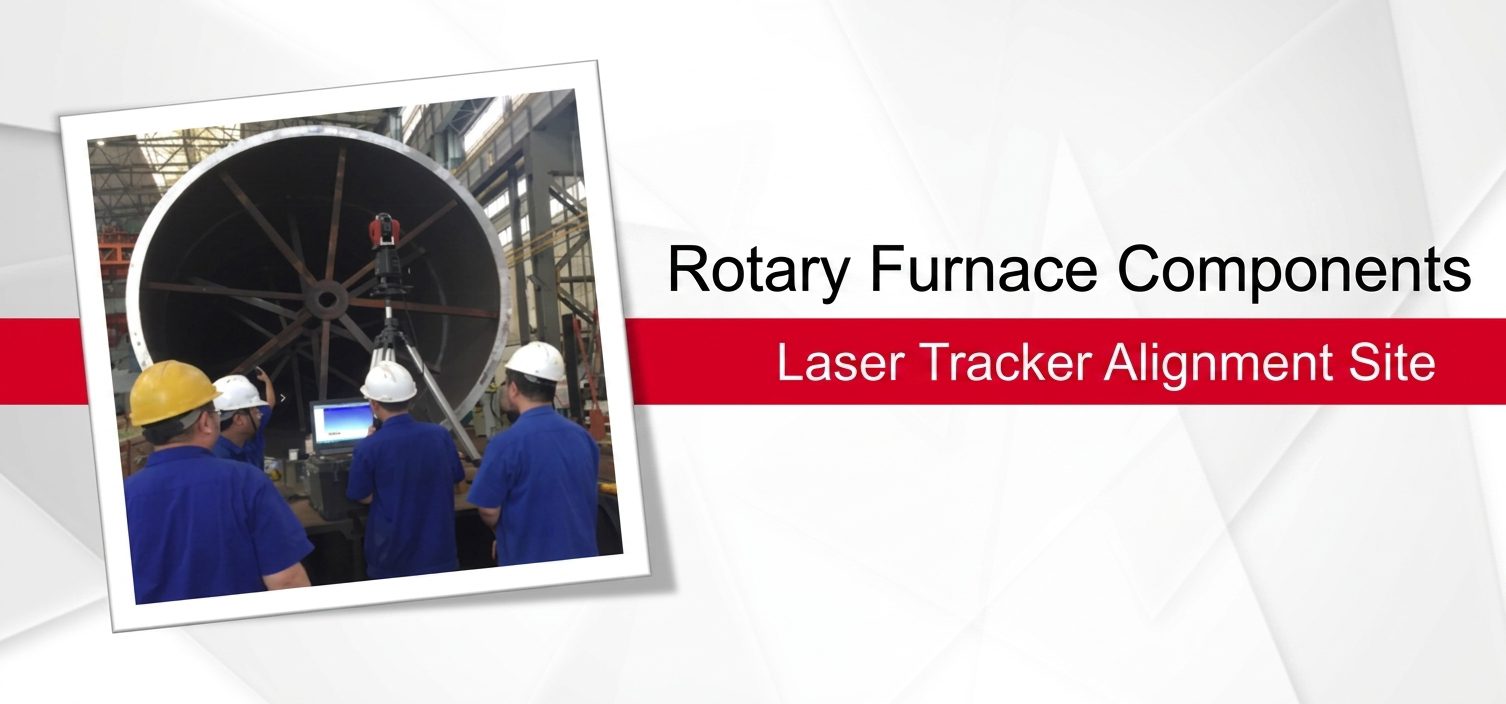
During section fabrication, the tracker was set up near the workpiece and used with an SMR target sphere. As the operator touched each required point, the system captured 3D coordinates and sent them directly into the software. From there, the team could build lines, planes, and other reference geometry needed to evaluate the required tolerances.
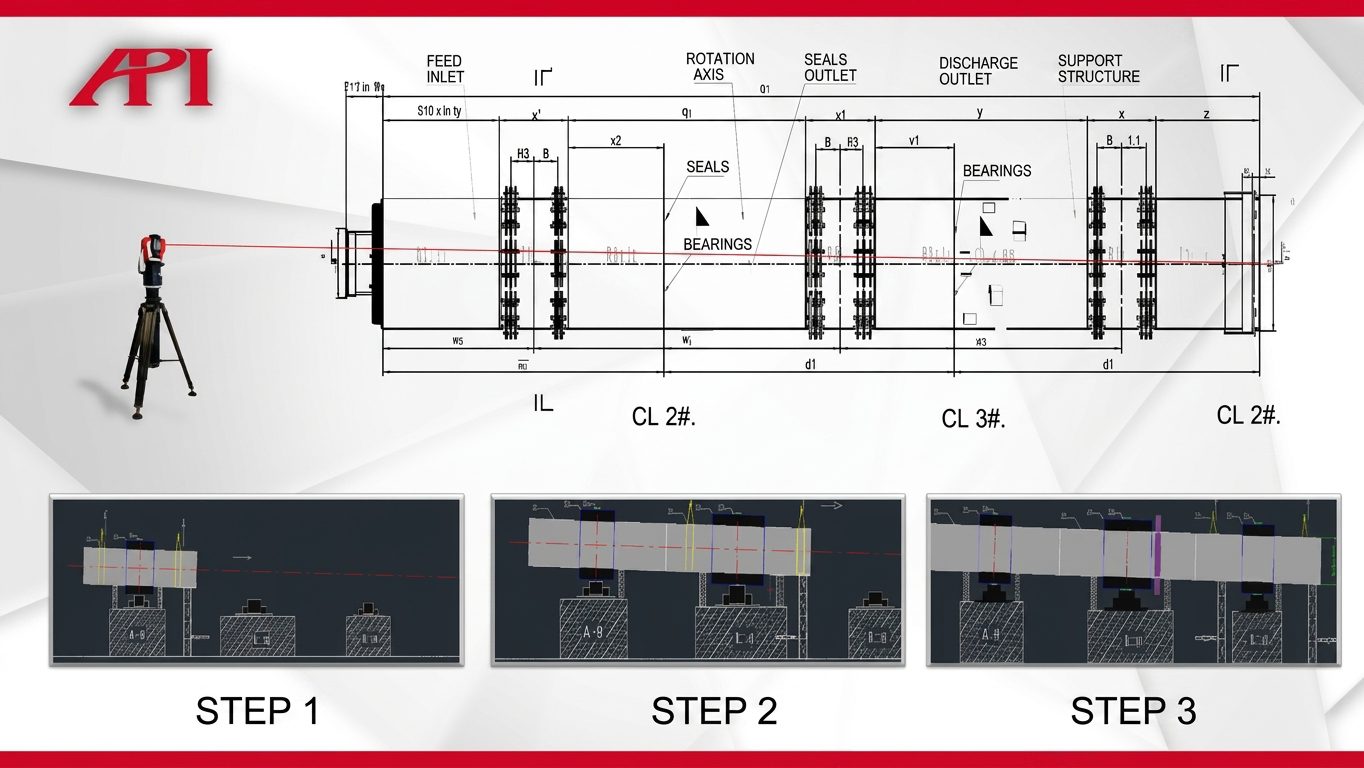
During installation, the team created a reference axis from the site conditions and then used the tracker’s real-time feedback to guide each furnace section into place. Instead of aligning by feel and checking afterward, the crew could make live adjustments against measured data until the installed position met the required standard.
Why This Matters on Real Projects
On a project like this, measurement is not just a quality record. It directly affects whether a massive system can be assembled efficiently and whether it will perform the way it is supposed to once it is in service.
That is where the Radian workflow changed the job. It gave the team a practical way to inspect geometry during fabrication, guide alignment during installation, and manage the full 60-meter process without losing control of the measurement error budget.

The Takeaway
For very large rotary reaction furnaces, the challenge is not just collecting data. It is collecting the right data quickly enough, accurately enough, and in a way that still works in the realities of a fabrication and installation environment. API’s Radian laser tracker gave the team that capability and helped turn a difficult large-scale alignment job into a controllable process.
For more information on 3D inspection for large rotary reaction furnaces, contact an API metrologist today.










